November
2016
HYDROCARBON
ENGINEERING
86
reached when the target BI number cannot be
reached anymore (in the case of the BT stream, the
signs of saturation are visible when the colour or
higher BI number shows up in the toluene).
Regarding the annual consumption of clay, on
average five loads are made for the production of
solvents and two loads for the treatment of a
benzene/toluene stream (approximately 30 t each).
The clay system (R-0251A/B) is given priority
over the raffinate for the U-0200 in order to avoid
unit shutdown. Thus, when saturation occured in
the bed operating with the BT stream of the
U-0200, BASF proceeded with the replacement of
the U-0500 bed (by interrupting the production of
solvents, if needed) in order to redirect the BT
stream to a new clay. Following this procedure, the
saturated bed was replaced, meaning that it was
ready from that moment to start solvent production
(U-0500). This implies the early replacement of a
few beds that operate with the raffinate stream
(solvents production), which is due to the absence
of a spare bed. Normally this is carried out in order
to manage the cycles so that the saturation of the
beds coincides, or is very close, thus minimising
waste. Accordingly, the amount of clay loaded in
the BT stream beds is reduced.
Production of solvents (hexane and
heptane)
Figure 3 shows an interpretative scheme of the
process flow associated with the solvent
production (hexane and heptane).
Chemical reactions and poisons
In the acidic centres of the clay, oligomerisation and
alkylation can occur (olefins + aromatic compound
--> alkylate; olefin + olefin --> oligomer). However,
the formation of large alkyl aromatic compounds
can cause clogging in the pores of the clay – this
being the phenomenon responsible for much of the
deactivation that occurs over the production cycle.
Additionally there may be other poisons that
contribute to a reduction of the activity of the
clays, such as N-methyl-2-pyrrolidone (NMP),
monoethylene gylcol (MEG) and H
2
O.
NMP is considered a very significant poison,
dramatically reducing the lifetime of the clay.
However, the poison can be partially desorbed using
a temperature rise in the bed. In this case, the
temperature raffinate operation was limited to
about 160˚C (due to the occurrence of
vapourisation), and a washout of the bed with hot
nitrogen has been carried out in the past without
success (use of the E-0253 for nitrogen heating). The
MEG, although considered a poison, has a much
smaller impact than the NMP, and usually it is not a
cause for concern. Finally, H
2
O is considered to be
the most critical poison as its capillary
condensation can irreversibly change the structure
of the clay (clay dissolution). However, this
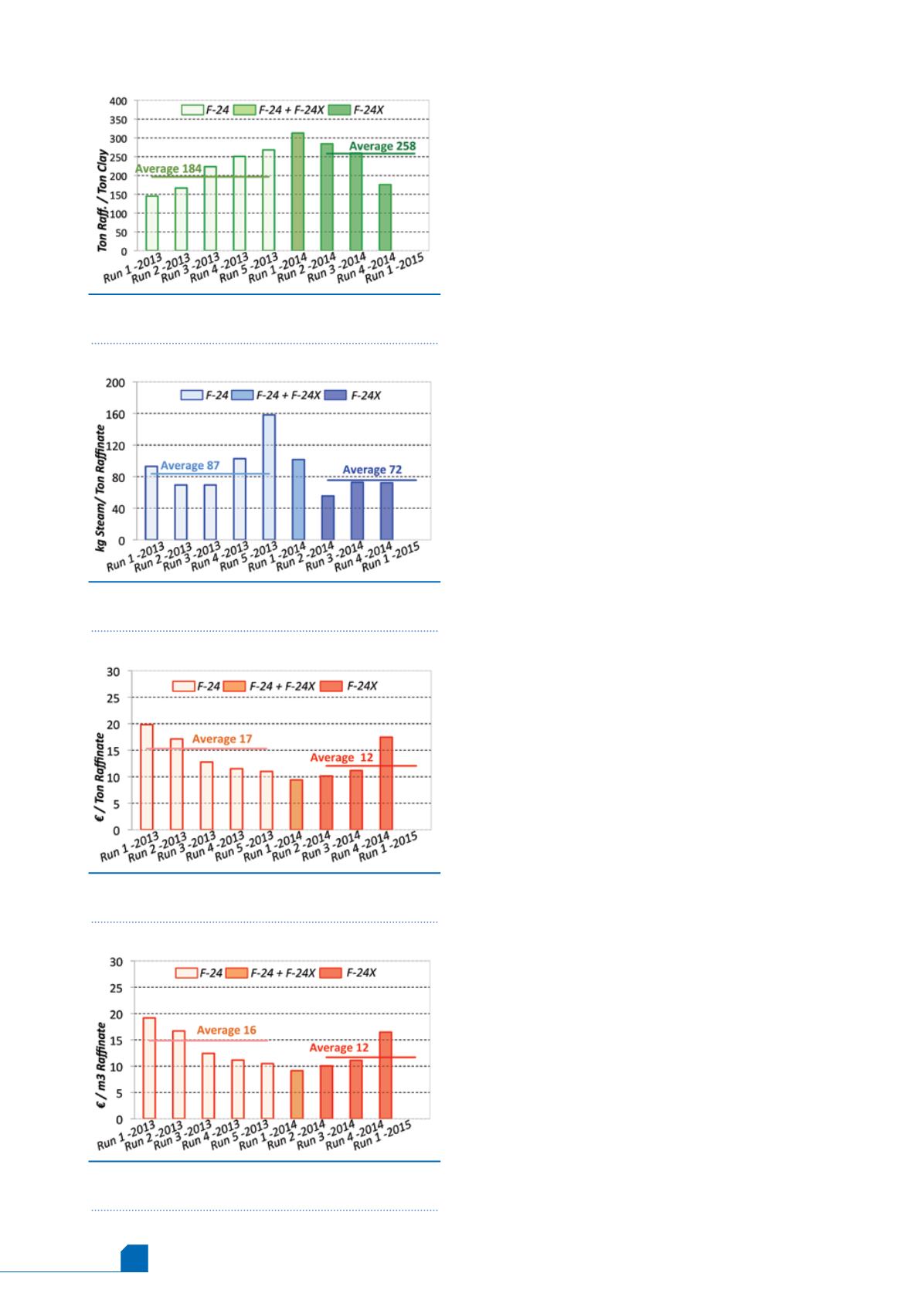
Figure 6.
Treatment costs associated with the use of
BASF F-24 and BASF F-24X.
Figure 4.
Saturation capacity of olefins by F-24 and
F-24X clays.
Figure 5.
Energy consumption by the F-24 and F-24X
clays.
Figure 7.
Production cost index per clay cost (€/m
3
raffinate treated).


