November
2016
HYDROCARBON
ENGINEERING
92
routine and non-routine analytical methods were put in
place to monitor the Ecat for iron contamination.
Feed treatment
Reducing iron to the FCC by all means possible can prove to
be a very cost effective step. Managing corrosion in the
refinery is not only a good safety practice, but it can also
limit the iron to the FCC. Desalting alone can help remove
some iron, however desalting will not remove organic iron.
Desalter acidification has also been documented to enhance
oil/water separation leading to lower salt, sediment and
water in the desalted crude, as well as help with the removal
of some metal contaminants in the crude.
4
Desalter
acidification has been applied to the PES Girard Point (GP)
crude unit. This was done mainly to remove calcium from a
high calcium opportunity crude oil in order to protect the
catalyst activity at the FCC units; however, a secondary
benefit has been the removal of iron from the crude oil, as
seen in Figure 3.
As mentioned above, the shale oils tend to have solids
that contain high amounts of calcium and iron. Therefore, it
is desirable to knock these solids out if possible before the
FCC. Solids wetting agents (or removal agents) can help drop
solids including colloidal particles of iron and calcium into
the water phase helping to remove these particulates. This
additive can also improve desalter operation by reducing
solids and emulsions build up inside the desalter leading to
increased desalter residence times. A solids removal agent
was introduced into the Girard Point crude unit in
September 2014 with the intent to reduce iron in the FCC
feed. Results of the solids removal agent coincided with a
drop in iron results, as seen in Figure 4.
In addition, the solids removal agent also showed a slight
drop in calcium to both catalytic cracking units. Removing
calcium from the FCC feedstock, as well as sodium, will help
reduce the degree of iron poisoning, since these metals work
together to limit diffusion. PES does not have a catalytic
feed hydrotreater available to remove contaminants;
therefore, proper desalting is essential.
Catalyst flushing
Another method for combating iron contamination is to
simply flush it out of the circulating inventory at a faster
rate than it is being deposited on the catalyst from the
feed. It is fairly common in resid units to implement a
catalyst flushing programme to control contaminant metals
such as Ni, V, Na and Ca. The catalyst flushing programme
can be expanded to include iron. This can be accomplished
with increased fresh catalyst additions, PCAT additions, or a
combination of both. Studies have shown that iron present
in the base clay from the catalyst manufacturing process
does not contribute to surface plugging. Optimum fresh
catalyst formulation is critical in higher iron services, and
will be discussed in detail in the next section. However, it is
as important to select a good quality purchased Ecat that
has low added iron content. It is recommended to sample
each PCAT delivery in order to monitor the quality of the
material. This will also help with closing the ‘added’ iron
balance for the unit. Also, when using a significant amount
of PCAT (>25%), one should consider other properties such
as zeolite and matrix surface areas. PCAT can affect product
selectivities and operating variables such as fresh catalyst,
but to a lesser extent.
The use of incremental fresh catalyst additions is more
effective because it does not contain added iron, as shown
in Table 2. In addition, the incremental activity is often
valuable during an iron excursion. However, flushing with
fresh catalyst alone can lead to elevated activity, which can
cause other operating limitations such as high regenerator
dense bed temperature. For larger resid units, the optimum
plan could be a mix of both fresh and PCAT. PCAT has a
secondary benefit of lower Opex.
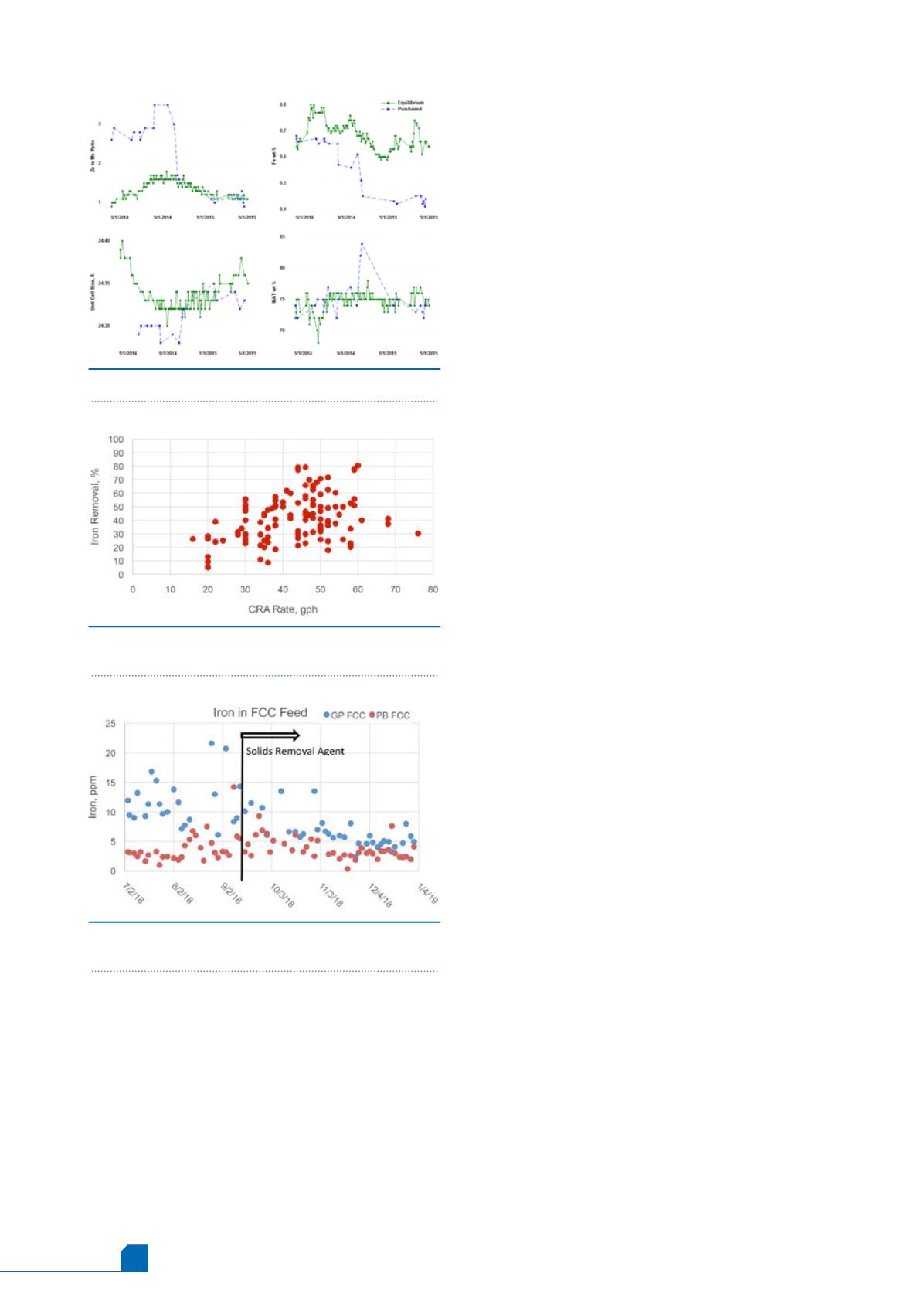
Figure 2.
PES Ecat and PCAT properties versus time.
Figure 3.
Iron removal versus acetic acid rate (CRA)
from March - September 2014 at the GP crude unit.
Figure 4.
Iron in the FCC feed at PES before and after
solids removal agent.


