November
2016
HYDROCARBON
ENGINEERING
94
vanadium from the FCC feed. As shown in Figure 6, this goal
was readily achieved and the catalyst showed better
Table 2.
Theoretical Fe removal via catalyst flushing
Fresh catalyst
Catalyst
add rate
Fresh
catalyst iron
Unit Ecat
iron
Quantity of
flushed iron
Equivalent
feed iron*
tpd
wt%
wt% lb/d
ppmw
2.0
0.30
0.75
18
1.1
5.0
0.30
0.75
45
2.8
10.0
0.30
0.75
90
5.7
15.0
0.30
0.75
135
8.5
Purchased Ecat
Catalyst
add rate
PCAT iron Unit Ecat
iron
Quantity of
flushed iron
Equivalent
feed iron*
tpd
wt%
wt% lb/d
ppmw
2.0
0.60
0.75
6
0.4
5.0
0.60
0.75
15
0.9
10.0
0.60
0.75
30
1.9
15.0
0.60
0.75
45
2.8
*Assumes a charge rate of 50 million bpd and 24˚API
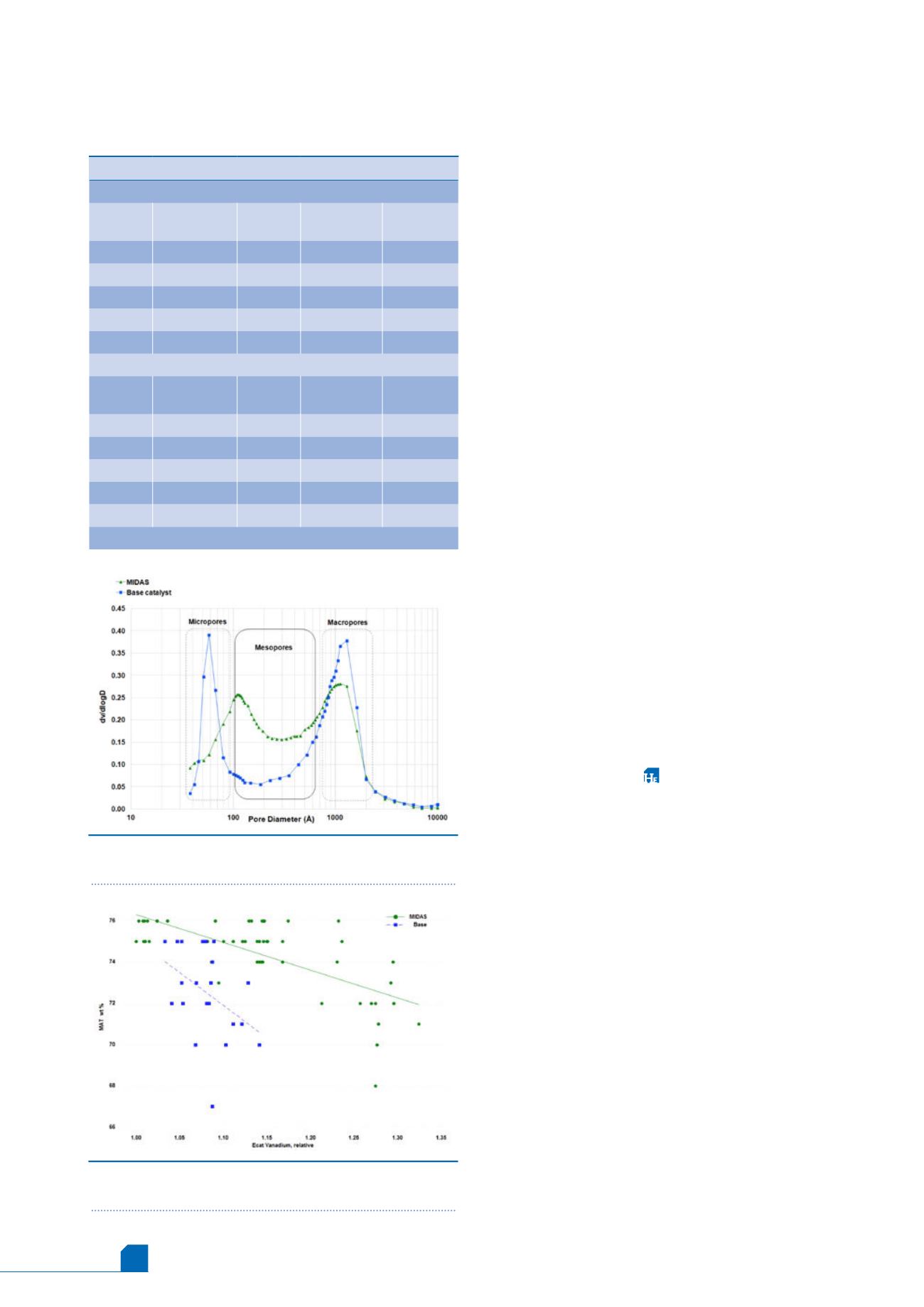
Figure 5.
Hg Porosimetry for MIDAS
®
FCC catalyst
compared to other catalysts.
Figure 6.
MIDAS
®
Gold retained higher Ecat MAT activity
at constant Vanadium in the PES 1232 unit.
vanadium tolerance than the previous catalyst, as
measured by microactivity retention.
Catalyst fluidisation
The ability to fluidise and circulate catalyst is critical for this
Model III FCC unit. The ratio of minimum bubbling velocity
to minimum fluidisation velocity (U
mb
/U
mf
) is a well known
measure of a catalyst’s ability to meet these goals. With the
switch to MIDAS®Gold, the Ecat U
mb
/U
mf
actually improved
despite higher iron on the Ecat. Adjustments were also made
to fluidisation media to help optimise catalyst circulation.
Conclusion
There are numerous causes that lead to poor FCC yields and
profitability. Contaminant iron in FCC feed can have severe
impacts on the operation of the FCC leading to significantly
lower profitability. The first step to steady reliable operation
is to routinely monitor crudes, catalytic cracker feed and
Ecat for advance warning that iron is on the rise. It is
important to properly analyse the feed with the appropriate
ASTM method, as discussed. Next, the refinery should work
closely with its catalyst supplier to monitor the unit Ecat for
total incremental Fe, diffusivity and nodule formation with
SEMs. If economical, refiners should work to minimise feed
iron through selective crude purchases and/or chemical feed
treatment. Units with the possibility of elevated iron should
consider selecting an FCC catalyst with an optimised pore
size distribution, such as Grace’s MIDAS®technology. Finally,
refiners should implement a catalyst flushing programme
that can be 100% fresh catalyst or a combination of fresh and
purchased Ecat. Sometimes this requires an upgrade in
catalyst storage and loader capacity, but can be justified by
the prevention of a single iron poisoning event.
With appropriate planning, monitoring and
collaboration, it is possible for refiners to maintain
profitable operations in the face of highly variable feed
contaminants such as iron.
Acknowledgements
The authors would like to thank the management of
Philadelphia Energy Solutions and all of the Grace
employees that contributed to this article.
Note
This article is based on a paper presented at the
AFPM Annual Meeting in San Francisco, California, on
13 - 15 March 2016.
References
1.
American Society of Testing and Materials D5708, ‘Standard Test
Methods for Determination of Nickel, Vanadium, and Iron in Crude
Oils and Residuals Fuels by Inductively Coupled Plasma (ICP) Atomic
Emission Spectrometry’.
2.
American Society of Testing and Materials D5863, ‘Standard Test
Methods for Determination of Nickel, Vanadium, Iron, and Sodium
in Crude Oils and Residuals Fuels by Flame Atomic Absorption
Spectrometry’.
3.
SALEMO, P., KIRCHGESSNER, D. and AIKMAN, J., Controlling cracker
contamination: part one, Hydrocarbon Engineering, September 2016,
pp. 75 - 80.
4.
Baker Hughes, ‘How pH Management Improves Desalter Operations’,
2012.
5.
ZHAO, X., CHENG, W. C. and RUDESILL, J. A., ‘FCC Bottoms Cracking
Mechanisms and Implications for Catalyst Design for Resid Applications
AM-02-53’, 2002 NPRA Annual Meeting, San Antonio, Texas.


