November
2016
HYDROCARBON
ENGINEERING
64
to a reduction in valuable and environmentally damaging
material escaping into the atmosphere.
Minimising leak paths
As well as tackling the tightness of seals around potential
leak paths, another important strategy is to look at how the
overall number of leak paths can be reduced.
Partly in response to this challenge, Oliver Twinsafe
patented the Twinsafe valve – a double block and bleed
system housed within a single forged steel unit – in 1995.
Originally developed for use in oil extraction operations,
these systems are now commonly used in refineries.
Incorporating the three valves into a single housing
increases the safety of the system by removing
connections between separate units, resulting in fewer
potential leak paths. The volume of the cavity between
the valves is also significantly reduced, allowing operators
to evacuate the space and establish a safe isolation more
quickly – a major benefit in emergency scenarios. The
reduction in volume of the material removed from the
valve also means less waste, reduced handling, lower
costs and easier disposal.
Another key advantage of the Twinsafe design is that
the whole system has the same face to face length as a
standard single isolate valve, as specified in the widely used
international standards API 6D and ANSI B16 10. Not only
does this mean the system can easily be installed into an
existing arrangement without any re-working of the
surrounding pipes, but also that the space required for
double block and bleed functionality is reduced by more
than half, freeing up space for other equipment.
In addition, because the valves are full bore, they offer
a negligible pressure difference when open, thereby
maximising efficiency.
These benefits make the ‘cartridge style’ double block
and bleed valve ideal for the refinery environment, and the
industry is beginning to realise the benefits.
Case study: Murco oil
refinery, Milford Haven
Murco was looking for 12 replacement
valves to control the flow of fuel to the
cogeneration facility at its Milford Haven
refinery in Pembrokeshire, Wales, UK. The
plant has a refining capacity of
6 million tpy, and refined products are
distributed to the Midlands and
Manchester.
The firm wanted a way to upgrade
the existing single ball valves to double
block and bleed systems with minimum
disruption to operations. Space was also
at a premium, as the existing layout had
been designed with standard length
single block valves in mind, so installing a
second row of single block valves was
not an option.
After consulting Oliver Twinsafe, the
firm ordered 12 6 in. cartridge style
double block and bleed valves that were
built to the same standard length as the
existing single block valves. This meant that no
modification of the existing pipe work was required, and
the new system could simply be installed in the same
position as the existing equipment.
The Twinsafe valves offered the most economical
overall installation because the extra work required to
install a non-standard length single unit system meant
significant additional cost.
Looking to the future
Cutting the overall volume of emissions from the supply
chain in order to avoid unnecessary loss of valuable
commodities and minimise the impact on the environment
should be a goal for all organisations.
In reality, the main culprits causing emissions from
pipelines are older valves – those that have been in-situ for
many years, and which were installed when standards were
much lower than the extremely high bar that units need to
pass today.
With this in mind, the best strategy for reducing
overall emissions is to identify older and poor performing
valves across the supply chain and upgrade them to units
that conform to today’s higher standards. Hopefully the
EPA and other enforcement agencies around the world
will focus their efforts here, rather than on further
tightening the already very strict rules that govern new
build facilities.
In terms of the impact on total emissions, the
additional expense of specifying that all new valves must
meet class AH rather than the still excellent BH or CH
ratings would be far more effectively deployed in
addressing the emissions caused by ageing valves.
Ultimately, it is important for those specifying valves
for the oil and gas supply chain to think carefully about
their requirements and ensure they are not investing in a
level of protection that is not justified by the application in
question.
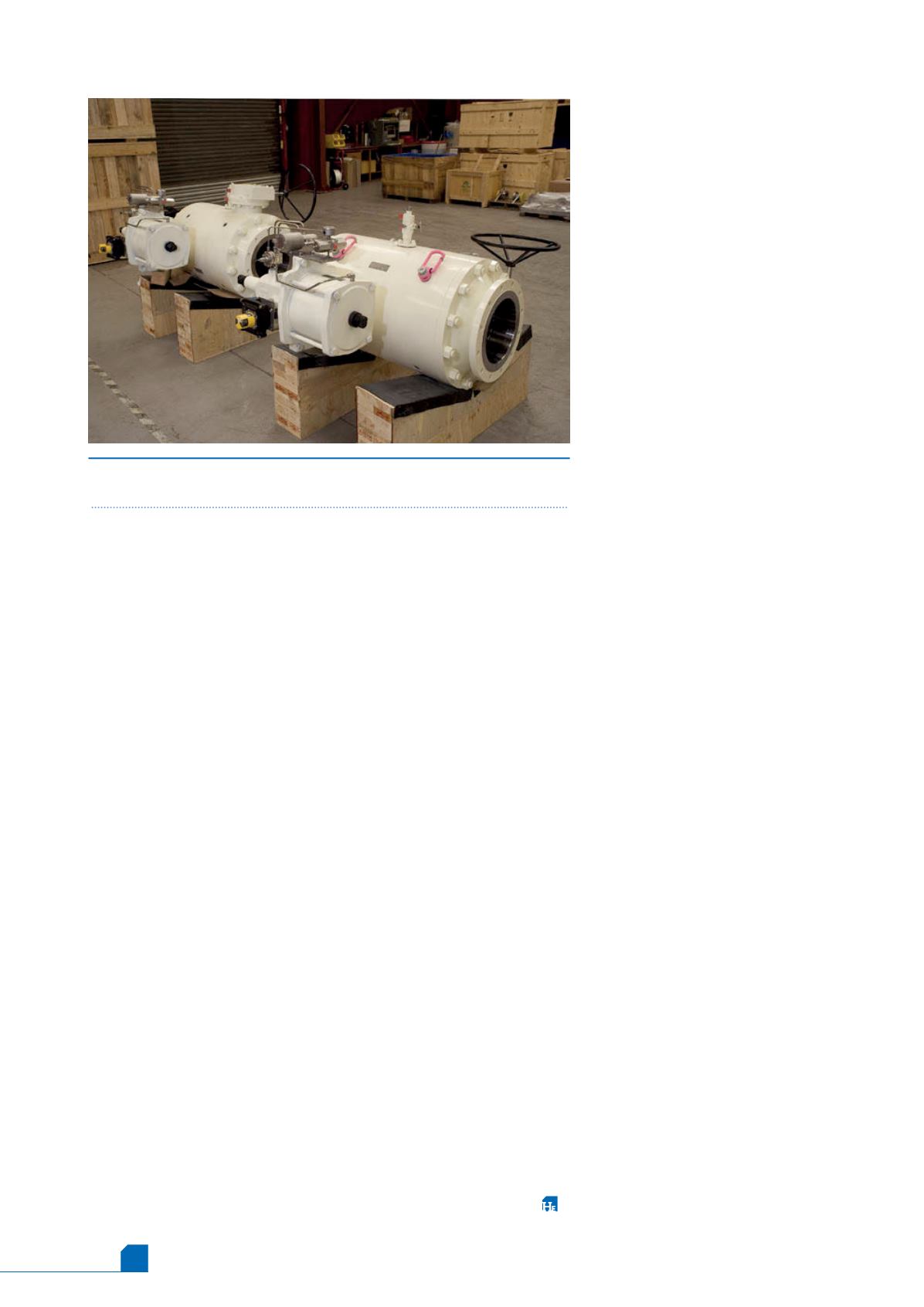
Figure 3.
Two large pipeline isolation ball valves, ready for installation
edit.


