November
2016
HYDROCARBON
ENGINEERING
62
While it remains to be seen exactly what form the
regulations will take at a technical level, it is important to
note that this is an area already governed by strict
standards that determine what level of emission is
permissible from each individual component. To qualify
for use, prototype valves are put through demanding test
programmes to measure the level of tightness they
deliver.
At the forefront of industry regulations is the
ISO15848 Standard. Originally released in 2006, it
classifies valves into three categories of tightness. The
standard was revised in 2015, and these tightness classes
have been changed to reflect helium or methane test
medias. Originally A, B and C, with class A valves having
the lowest leak rate, the 2015 edition of the standard
specifies AH, BH and CH leak rates when testing with
helium or AM, BM and CM leak rates when testing with
methane.
The quest for class AH
Achieving the ISO’s highest tightness standard is no mean
feat. To pass the test, a valve has to demonstrate that,
when placed in a vacuum and then opened and closed
hundreds of times at a wide range of temperatures, the
volume of gas that leaks out of the valve is very nearly
zero.
The rate of leakage is tested by enclosing the valve in a
vacuum chamber, passing pressurised helium through the
valve and using a mass spectrometer to take an extremely
accurate reading of how much of the helium has escaped
into the chamber.
The permissible level of emission is just
10
-5
mg/sec./m of stem perimeter. To attempt an
illustration of this, at that rate of leakage, for a valve with
5 cm of stem seal to emit 1 g of helium, it would take over
60 years.
While this is clearly an extremely demanding test for
the valve being assessed, it is also a big challenge for the
test equipment itself because any air that enters the
evacuated chamber during the test will also register as
leakage through the valve.
The demands of class AH are so high that, unless
leakage of air into the chamber is entirely eliminated, it will
become almost impossible to achieve a low enough level
of detection to pass the test.
This highest rating is most appropriate where the
substance being handled is extremely toxic, and small leaks
over a long period might pose a health risk to those
working nearby.
Fit for purpose
Despite the specialist nature of the Oliver range of
class AH rated fugitive emissions valves, the intense
economic and political pressure on operators over
emissions has seen some begin to specify them for general
pipeline duties. Arguably this provides an unnecessary level
of caution and results in an avoidable increase in the
installation cost. The motivation behind this is easy to
understand – operators do not want to be seen to be using
anything but the best equipment.
In fact, to address this very concern, the standard itself
was revised in 2015 to increase the class AH leak rate
allowance from 10
-6
to 10
-5
mg/sec./m of stem perimeter
and reduce the number of mechanical operating cycles for
an isolation valve from 500 to 205.
This brings the standard closer to the fugitive emission
testing requirements of one of the major oil and gas
producers, which chose not to adopt the ISO system, as it
felt that the demands it made by the highest classification
were too great.
No one would argue against the importance of driving
up standards, and there is no question that there is a place
for a demanding standard such as ISO15848 class AH in
describing the level of attainment required for the very
tightest valves available.
Where there is a question, however, is over the way in
which the standards are being applied in the industry. For
example, leakage class BH is only 10
-4
, and whether
operators are prioritising the issues that will actually lead
Figure 1.
A pipeline isolation valve from Oliver
Valves.
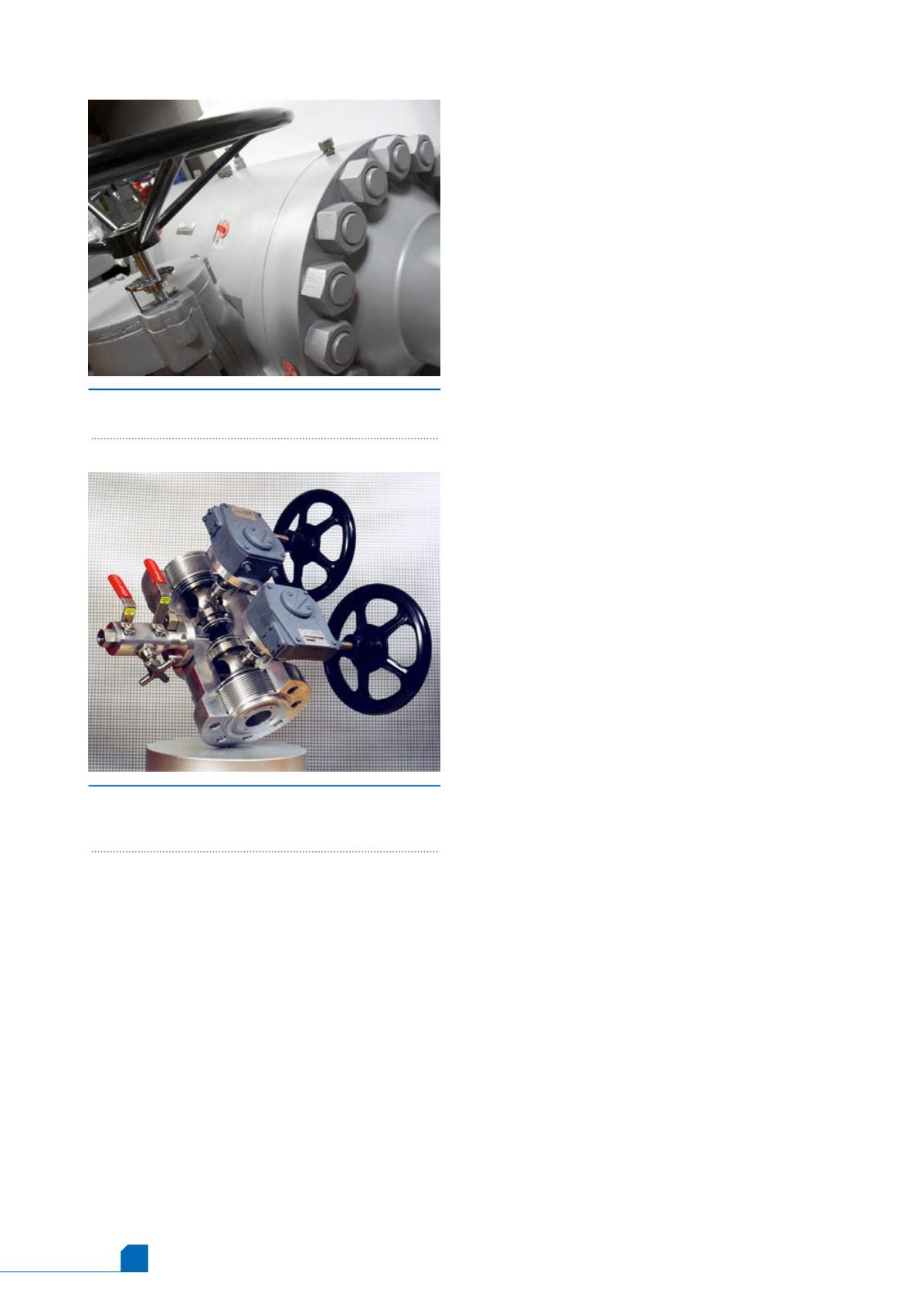
Figure 2.
Twinsafe double block and bleed valve
with cut-away section to show the unit’s internal
construction.


