November
2016
HYDROCARBON
ENGINEERING
58
unit shutdown was required to remove the upper bonnets
and steam internals in order to free the debris and allow
the valves to function properly. Unit shutdowns were
becoming routine and very costly.
The delayed coker process is a batch process – one of
a few in the refinery complex. The process of switching
from one drum to another requires a complex series of
events that must take place in perfect sequence in order
to avoid major equipment damage. The coker feed (a
liquid-vapour combination) is heated in a large furnace
and then directed into a preheated coke drum for
cracking and product separation. Delayed cokers are
designed as a pair of drums so that one drum can be
prepared for the next cycle while the other drum is in
operation. This critical application requires valves to cycle
on a regular basis, which necessitates high reliability.
Operating temperatures vary drastically and state change
(coke formation) can occur as the process flows through
the switch and various isolation valves. The main
challenge for this refinery was related to the existing
valves locking up and leaking due to their inability to
handle the abrasive feed.
The ValvTechnologies’ purge system is a preventative
solution that removes the heavy hydrocarbon from the
valve cavity before it has the opportunity to change state.
This purge system is recommended for coker valves above
8 in. ValvTechnologies was given the opportunity to
provide a test valve in the Canadian refiner’s coker unit.
However, the company was concerned about adding
steam to the process and chose not to incorporate the
purge system. Without it, there were some initial issues to
overcome to ensure the valve functioned as expected.
Even without the recommended purge system, the test
valve was outperforming all of the plug valves that were
in operation at that time. As a result of this test, six valves
were ordered to replace the other plug valves. The
company eventually incorporated the purge system, and
the valves continue to provide trouble free operation
today.
As a result of installing a reliable valve with the proper
purge system, the facility has realised an increase in
operational efficiency. In light of the cost savings
achieved as a result of the improved efficiency, the
company was awarded the next delayed coking project at
this location.
Case study: meeting unique
requirements
NatureWorks is the first company to offer a family of
commercially available, low carbon footprint Ingeo
TM
lactides and biopolymers derived from 100% annually
renewable resources, with performance and economics
that compete with oil-based intermediates, plastics and
fibres, and provide brand owners with new cradle to
cradle options after the use of their products.
NatureWorks contracted Plant Services, Inc., based in
Spring, Texas, which specialises in process engineering, to
specify and locate a suitable solution for an existing
control valve application. NatureWorks was experiencing
ongoing problems with its existing valve, which was
installed in 2008 and failed to meet process application
requirements due to galling on the ball and seats,
resulting in poor reliability.
NatureWorks required a valve that could be
modulated to control back pressure and provide tight
shut off when closed. The goal was to find a valve that
would meet the specifications and provide tight shut off.
Plant Services specialists researched numerous
manufacturers for a suitable valve for this extremely
severe service application and ValvTechnologies was
willing to produce a valve to the specifications required.
Figure 1.
ValvTechnologies’ zero leakage high
performance metal seated ball valve for coking
applications.
Figure 2.
Zero leakage valve solutions.
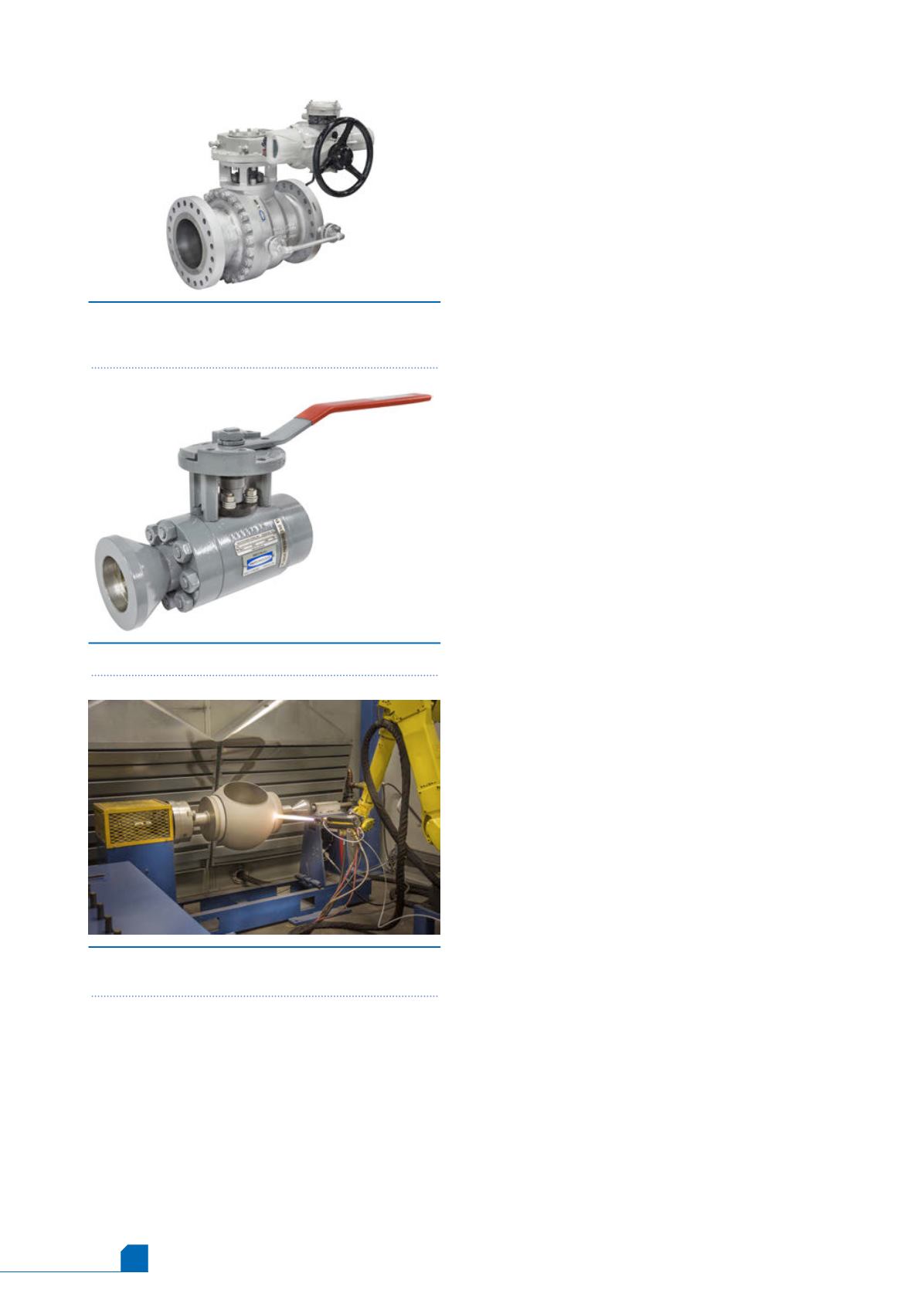
Figure 3.
ValvTechnologies’ HVOF RiTech
®
, Robotically
Integrated Technology, for high performance valves.


