November
2016
HYDROCARBON
ENGINEERING
44
along the impeller vanes by the flow of the fluid. When the
bubbles enter a region where the local pressure is greater
than saturation pressure, the vapour bubbles abruptly
collapse, creating a shockwave that, over time, can cause
significant damage to the impeller and/or pump housing.
In most cases, it is better to prevent cavitation rather
than trying to reduce the effects on the pumping equipment.
This is normally achieved by one of three actions:
n
Increased suction head.
n
Lowered fluid temperature.
n
Decreased net positive suction head required (NPSHR).
For situations where cavitation is unavoidable, or the
pumping system suffers from internal recirculation or
excessive turbulence, it may be necessary to review the
pump design or minimise the potential for damage using a
bespoke coating system.
Appropriate material selection
For pump manufacturers, the key is to mitigate the
corrosion problems by using the most appropriate base
material in the construction of the pump. For applications
where the use of carbon steel or cast iron is preferred, due
to cost reasons, the corrosion rate can be estimated very
accurately. Based on the mutually accepted corrosion rate
per year, the service life of the pump can be anticipated
and factored into the maintenance costs of the application.
If the expected corrosion rate is not acceptable, the
pump materials have to be upgraded to stainless steels,
which leads to higher costs. In cases where this cost
increase is prohibitive, the alternative is to use advanced
coatings that can be tailored to suit each application.
If stainless steel is selected for an application, the
expected service life is much longer, in some cases infinite.
However, this is only true as long as the appropriate
stainless steel grade has been chosen for the specific
application, it has been produced carefully and is used
within the agreed fluid specifications. Special care is
required as soon as particles are introduced into the fluid.
In this case, even stainless steel becomes susceptible to
corrosion due to the passive layer being damaged and the
base material becoming activated, which then starts to
corrode. Normally the passive layer can be re‑established,
but if the chloride content is too high or the pH level is too
low, the material may remain in an active state and the
corrosion continues. Another frequent cause of corrosion
in stainless steel pumps is stagnant conditions caused by
process interruptions or intermittent operation.
A further threat for stainless steel is chlorine, which is
used to combat biological growth in the pump or
connected pipelines. Low level concentrations, around
2 ppm, will have little impact on stainless steel, but it is
important to understand how and where the chlorine is
introduced into the water flow, to avoid spot
concentrations that will damage the protective layer.
Unexpected corrosion can easily negate the anticipated
improvement in durability of stainless steel compared to
the much cheaper carbon steel variant.
Protective coatings
It is important to determine if the application of coatings
will actually improve the performance and service life of
the pump in the first instance, and if the costs are really
lower than a materials upgrade. In most cases, pump
manufacturers aim to meet the requirements of a process
by using the most appropriate materials for the application
and use coatings only as a backup solution.
Polymeric coatings, such as fusion bonded epoxy, can
be applied to pump components using a fluidised bed or
electrostatic coating. They provide a good level of
corrosion protection as long as the coating is not damaged.
Being a polymer coating, it is limited to low flow
conditions and normally used in clean water applications
where it may also improve the hydraulic performance by
smoothing the pump surfaces.
However, coatings that are appropriate for pipelines may
not be suitable for pump applications where the flow
velocities are much higher, narrow passages concentrate the
flow and moving parts can be difficult to protect. Again,
some methods, such as galvanic protection, commonly used
in pipework, are largely unsuitable for pumps.
In these cases, coatings are applied to specific areas
where increased flow rates are expected or at points where
impact damage is expected, such as 90˚ bends. A hard layer
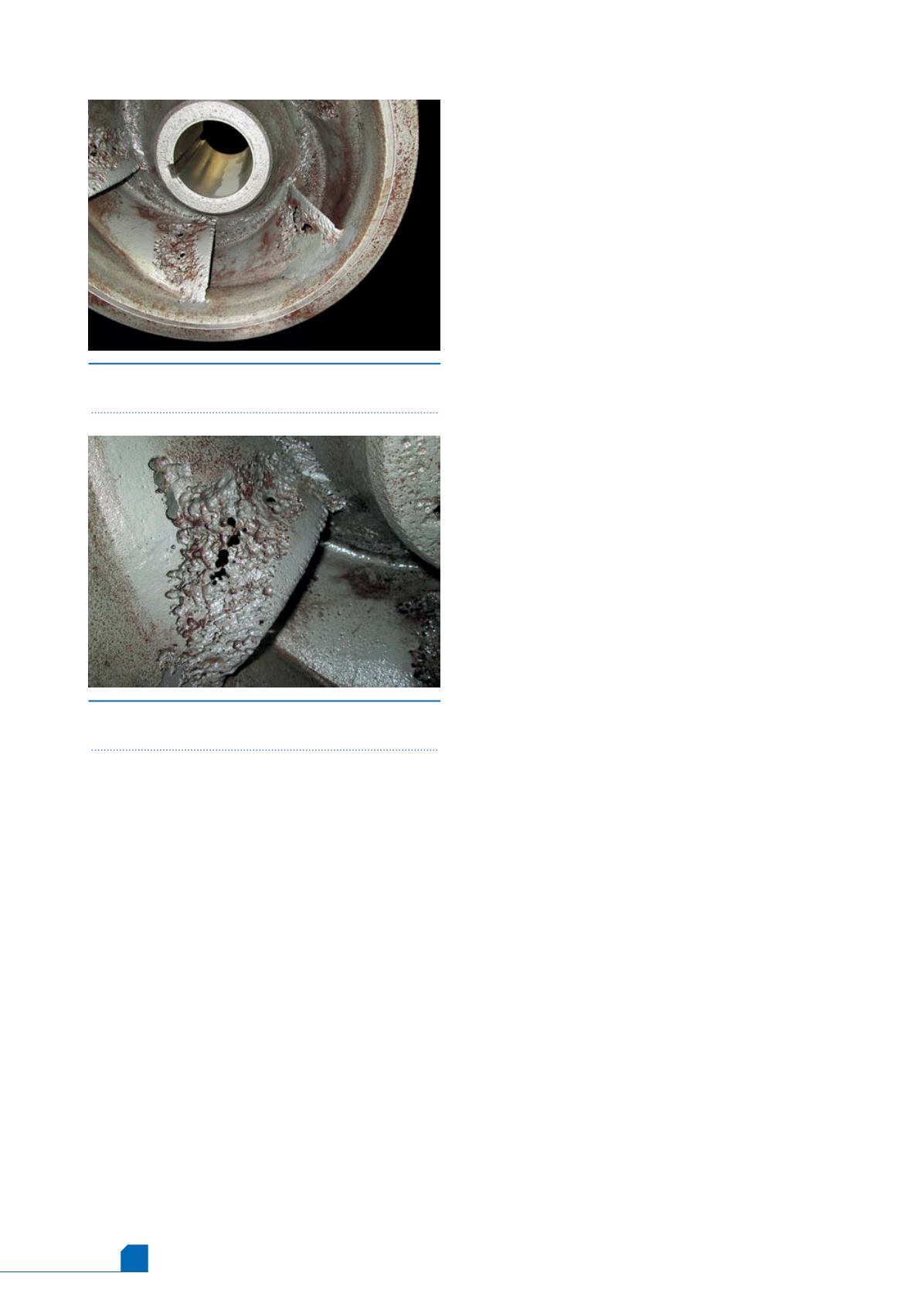
Figure 4.
Cavitation damage should be prevented by
changing the pumping system characteristics.
Figure 5.
Where cavitation is unavoidable, a bespoke
coating system should be used.


