





 32 / 76
32 / 76

July
2020
HYDROCARBON
ENGINEERING
30
flexible and reactive service that will keep downtime to a
minimum.
Rotor repairs using weld build-up or high velocity oxygen
fuel (HVOF) coating systems and precision machine tools to
deliver exact tolerances can be achieved as part of proven
and routine repairs. Furthermore, it is possible to restore
rotors that have been damaged and re-establish the outside
diameter (OD) and end strips. This reduces lead times as well
as repair costs and returns the compressor to operational
status at the earliest opportunity.
These tasks require specialist tooling to accomplish, such
as engine lathes with engineered attachments that enable
OD strips to be re-established. This should also be
supported by a test stand that allows both rotors to be
positioned in the ideal running position to verify lobe
clearances. These offer the additional benefit of being able
to check the timing gear runout and backlash, before the
rotors are installed in the casing. These are important
inspections that enable a potential issue to be found before
final assembly of the compressor.
Case study: design upgrades
There are situations where a compressor application has
changed or the original design was not perfectly suited to
the process. In these cases, repair frequency can be higher
than anticipated, leading to increased downtime. The
solution can often lie in an improvement of the OEM design.
This is exemplified by a facility whose process was
causing erosion and corrosion to the rotor bores and the end
walls, to the point that the OEM recommended replacing
the case during each overhaul. The compressor in question
was a large 25 in. (635 mm), horizontally-split screw
compressor, manufactured using carbon steel.
Expert evaluation of the compressor was conducted with
a view to extend the operational life of the casing, but this
concluded that the case material was inadequate for the
application. The first solution would be to replace the
material with 316L stainless steel, but the cost was
prohibitive.
The alternative, cost-effective solution was to machine
the rotor bores and the end walls to allow a 309L inlay pass
to be applied as well as 316L top layer cladding. The split line
was seal welded and the inner surfaces machined to ensure
that all the original internal fits and clearances were correct.
This proved to be the ideal solution for the operator, who
ordered the same rework on a second compressor and has
now doubled the mean time between failure (MTBF).
Case study: improving pipeline
application
In another example, a large screw compressor that had been
recently installed on a new pipeline did not always operate
at full capacity continuously. The varying needs of the
pipeline meant that there were frequent starts and stops as
well as changes in capacity requirements.
After a very short initial run, the compressor failed and
the standby unit had to be installed while the original unit
was transported to a maintenance centre. However, soon
after the compressor arrived, the replacement unit failed as
well, apparently with the same failure mode.
The initial inspection showed that the slide valve had
come into contact with the OD of the rotor. A thorough
review found that the slide valve shaft was long enough to
deflect once the valve was fully opened. The amount of
deflection was sufficient to allow the slide valve to lift at a
slight angle and this was just enough to place it in contact
with the rotor. This caused the rotor to become unstable
and vibrate to the point of shut down.
To address this condition, the slide valve shaft was
stabilised by adding supports, which acted as a bearing. The
modification was installed on both units and since then they
have been running for over five years with no further issues.
Boosting reliability
The objective of every business that operates expensive
assets is to optimise their availability and productivity. In
most cases, these pieces of equipment are part of a much
larger process, but if one of them fails, the knock-on effects
can be substantial. The majority of downtime costs are
associated with lost production, rather than the cost of the
repair, so speed is of the essence.
At the heart of every successful maintenance routine is
prevention. Regular inspections, constant monitoring and
immediate action when warning signals are raised, are the
best courses of action. However, a failure can occur
unexpectedly and it is the action that is taken here that can
have a significant impact on the business.
Maintenance partners can offer specialist advice and
expertise, as well as a responsive and flexible approach to
repairs. Most OEMs are limited to their own products,
whereas independent suppliers have a much wider
experience of designs and solutions. They also have greater
resources aimed specifically at repairs and the refurbishment
of legacy equipment, rather than simply replacing
components.
Ultimately, the aim is to deliver the most cost-effective
solution to a problem. The key is establishing a range of
solutions so that the equipment owner can make a
well-informed decision, based on the needs of the business.
In many cases, that will be the fastest delivery, while
improved durability in the long-term can deliver ongoing
benefits for the future.
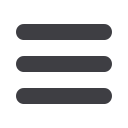
Figure 3.
Damage occurred to the widow’s peak due
to an overheating event.