





 27 / 76
27 / 76

Evaluating coatings for compressors in
hydrogen recycle service
To answer these questions, Elliott recently conducted an
evaluation of various coatings with a specific focus on their
application in hydrogen recycle compressors. The coatings
included Pos-E-Coat®, Pos-E-Coat Plus, several other related
organic coatings, a novel superhydrophobic coating, a
coating designed for fighter jet cockpits, and several
popular consumer coatings for frying pans. The test regime
evaluated coating performance in three key areas: fouling
resistance, wear resistance, and corrosion resistance. The
results were eye opening.
Fouling resistance
Fouling resistance is a ‘must have’ property for an
antifoulant coating. To evaluate fouling resistance, a 5%
NaCl solution, which was used for safety purposes, was
sprayed through an atomising nozzle onto a specimen
heated to 90°F. The spray was applied in 5 sec. bursts every
30 sec. An air blade activated once for every five 30 sec.
cycles, blasting air at a low angle to simulate the stress
from the gas flow and centrifugal forces. After 24 hours, the
percentage of the coating area that was clean was
measured. The worst coatings, including Pos-E-Coat 523,
performed no better than plain carbon steel, and were
completely encased in salt. The Pos-E-Coat sample had a
clean surface area of 10%, and the surface area of the
Pos-E-Coat Plus sample was 62% clean. The best performing
coating, labelled Coating 18 in the project, had a clean
surface area of 84%. Figure 2 shows a comparison of
Pos-E-Coat to Coating 18 results.
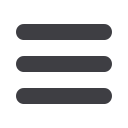
Wear resistance
Many of the negative coating experiences that users faced
related to the durability or wear resistance. Basically the
coatings worked well for some short period of time before
Figure 3.
Results from wear testing using the
Taber Abraser.