





 30 / 76
30 / 76

July
2020
HYDROCARBON
ENGINEERING
28
Within the petrochemical sector, screw compressors are
often regarded as ‘critical equipment’ because of the
applications in which they operate. Processes involving flare
gas, plant air, styrene, benzene, gasoline, and ammonia are
just a few examples.
Minimising downtime
However, the nature of these chemicals and the applications
can affect the durability of some components, such as seals
and bearings, to such an extent that operators will usually
hold complete compressors as spare parts. The aim is to
minimise any downtime during an unplanned maintenance
event.
To reduce the impact of component failure, it is
important to understand the issues that can affect screw
compressors and how they can be mitigated. Due to the
variety of applications and the diversity of compressor
designs, these generalisations should be tailored to
individual situations.
During normal operation, compressors create heat that
needs to be dissipated to avoid unwanted expansion of the
internal components. Some manufacturers use a water jacket
(in non oil-flooded units), which offers an effective
resolution, but, if the coolant ports become blocked, the
unit will run hotter, leading to consequential damage. The
expansion of the outer case causes it to come into contact
with the rotors at the discharge end, leading to an
unexpected period of downtime.
Contamination of oil supplies for seals and bearings can
cause oil feed hole blockages and this can lead to bearings
being starved of lubricant, which results in Babbitt failure.
Similarly, incorrect setup of a compressor can lead to
premature wear or excessive clearances, which cause
stagnant circulation and increased thermal growth; all of
these can reduce reliability and improve the likelihood of an
unexpected maintenance event.
Prevention is better than cure
From initial installation, important assets need to be
carefully monitored for bearing temperature, vibration, oil
levels, seal pressures, and coolant flow. Threshold points for
any alarms should be carefully assessed to ensure that any
potential issues are highlighted at a point where timely
intervention prevents any damage.
In addition, for coolant systems, minimising
contaminants and monitoring water quality will make a
significant reduction in fouling of the internal ports and
increase the reliability of operation.
By examining the run frequency of the compressor and
the mean time between failure (MTBF), it is possible to
establish the most opportune maintenance schedule. This
will identify time for regular maintenance as well as periods
for more extensive overhauls where critical dimensions and
clearances can be checked and adjusted.
Optimised maintenance
Checks, as described above, should be carried out on a
regular basis, often with expert advice on any remedial
actions that may be required. A combination of on-site
operational knowledge and external technical assistance can
deliver the best solution for the regular maintenance
interventions.
Beyond this, there will come a point where more
extensive, or in-depth, repairs will be required and this will
necessitate the compressor to be removed from service for a
more extended period. Many facilities will have a spare unit
available to allow normal production operations to continue
with minimal downtime while the repairs are completed.
Modern, specialised repair shops are capable of fixing
some of the most severe damage if necessary. From
improving lobe-to-lobe clearances to around 0.005 in.
(0.13 mm) to rebuilding rotors or making repairs to the casing,
extensive work can be completed in a relatively short
timeframe.
Specialist support
Of course, original equipment manufacturers (OEMs) can
provide support to customers, but this is more often focused
on the replacement of equipment, rather than its
refurbishment. Independent specialists that are prepared for
repairing complex rotating equipment can provide a more
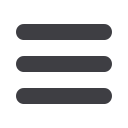
Figure 1.
Precision measurements were taken to
verify movement of the slide after the modification
was performed.
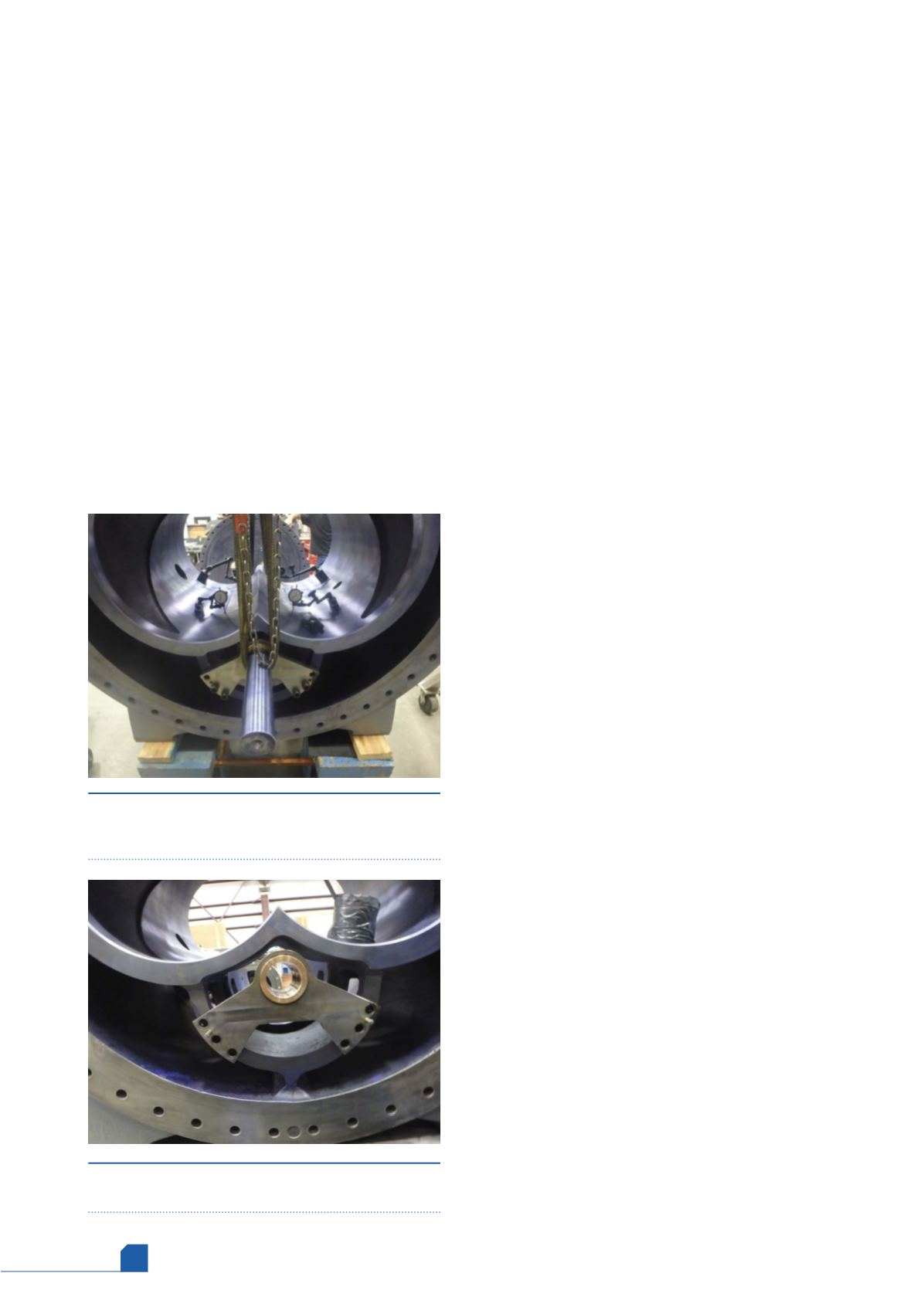
Figure 2.
Support bearings were added to both the
suction and discharge ends.