





 26 / 76
26 / 76

July
2020
HYDROCARBON
ENGINEERING
24
option is best left to the user. For this reason, the
company’s primary focus is the development of improved
coating options.
Industry standard coating systems
Several years ago during a technical conference centred on
centrifugal compressor operation, Elliott Group asked
participants about the use of coatings to deal with fouling
issues. The responses were surprisingly polarised. In one
group were those who use coatings regularly, with and
without wash systems, believing that the cost is easily
offset by extended run times. In the other group were
those who prefer wash systems alone to deal with fouling
because they do not believe coatings work. A subset of the
second group included respondents who had a bad
experience with coatings. To address these negative views
on coatings, it makes sense to review the current state of
industry standard coatings and how they are used.
The technology for the current industry standard
coating systems was developed in the late 1980s. Original
coatings developed nearly 40 years ago are still the most
prevalent in the compressor industry, although there are
some more recent coatings that show significant
improvements in fouling resistance and durability, such as
Elliott’s Pos-E-Coat® Plus and Pos-E-Coat® 523. While there
are minor differences in the composition of the coatings
between suppliers, their descriptions and properties are
nearly identical.
These industry standard coatings are applied to
compressors in all services that cause fouling, yet the data
sheets, and virtually all of the (albeit limited) published
testing data on their fouling resistance, relates to
hydrocarbon fouling. This type of internally generated
fouling occurs when the process gas polymerises inside the
compressor and condenses polymeric materials on the flow
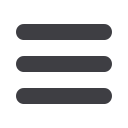
surfaces. Hydrocarbon fouling is extremely problematic,
and in some cases can be spectacular, as evidenced in
Figure 1 (top), where foulant with a tar-like consistency
oozes from the compressor.
Unfortunately, these same coatings are also used, with
little to no validation, in other services or conditions where
the foulant originates as carryover from upstream
processes. This type of foulant can be very different
relative to internally generated foulant. Figure 1 (bottom)
shows the build-up of chloride salts carried into a
hydrogen recycle compressor. Not only do these salts
restrict flow passages, they can also cause severe under
deposit corrosion even in stainless steel and nickel based
alloys.
This raises several questions. Firstly, are the current
industry standard coatings truly suitable for these
alternative applications, and is this possibly the root of
some of the negativity surrounding coatings? Secondly, in
an industry where every compressor is custom engineered
specifically for each installation, is a ‘one size fits all’
industry-standard coating, based on 40-year-old
technology, the solution to combat fouling?
Figure 1.
Examples of fouling caused by internal
polymerisation (top) and salt carryover (bottom).
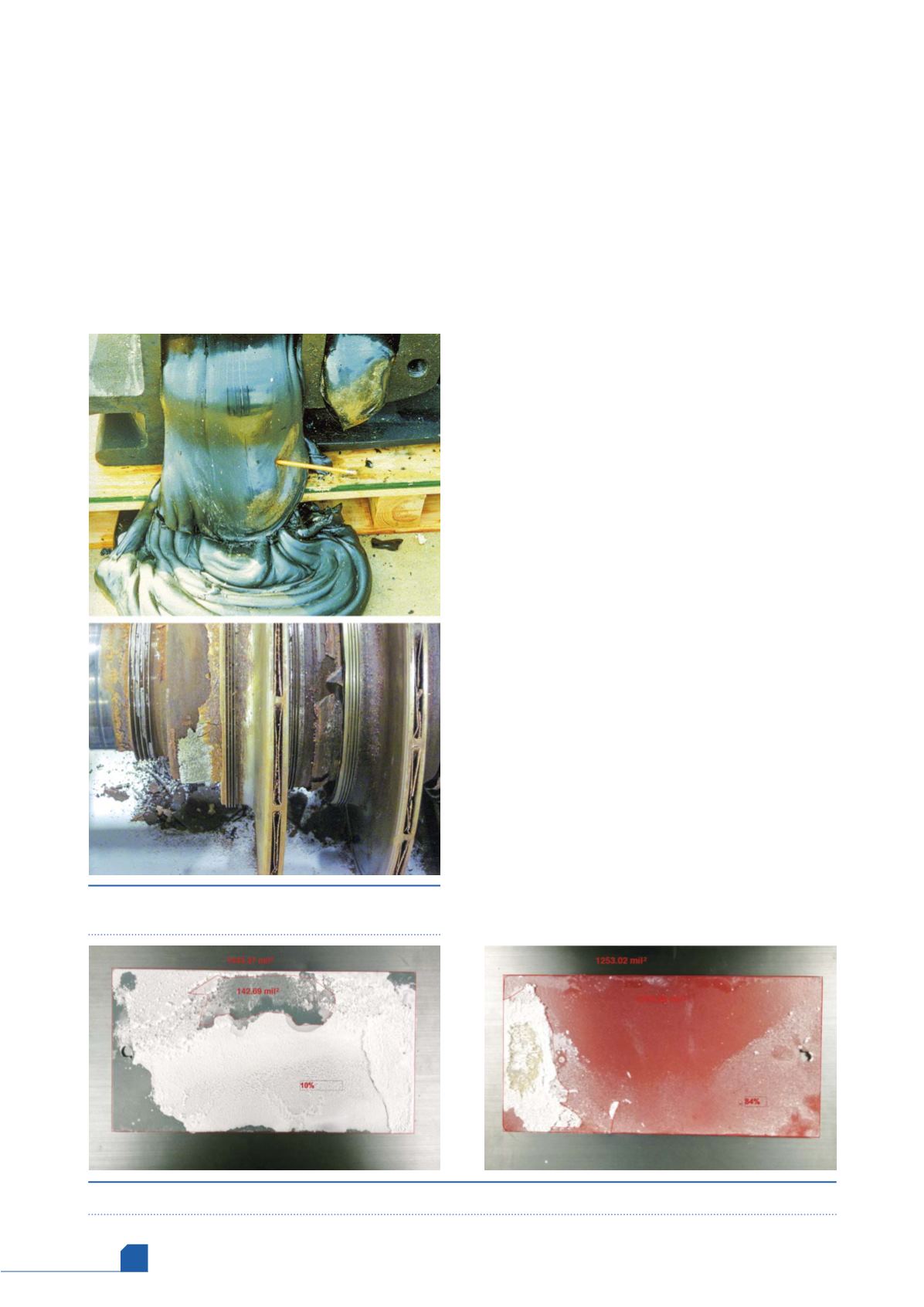
Figure 2.
Results of the foulant adhesion test for Pos-E-Coat (left) and Coating 18 (right).