





 74 / 100
74 / 100

August
2019
HYDROCARBON
ENGINEERING
72
separation sections of the plant that pressurise the gas for
further separation. CGCs provide large volume, high mass
flowrates at low pressures and usually need multiple
compressor sections to meet the required discharge pressure.
They typically have three to five sections across two or three
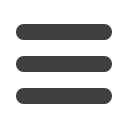
compressor bodies of varying configurations (Figure 1).
CGCs are the single most critical piece of equipment in
an ethylene plant. This asset can cost as much as
US$50 million and must operate 24/7 under demanding
conditions. Because the compressor has no backup, ethylene
plant operators know that if it trips – whether the trip is
caused by excess vibration, a surge, an instrument
malfunction, or other problems – their entire process may be
brought to a halt for up to a week. If a trip occurs, operators
have a 10 to 30-minute window during which they must
assess the trip’s cause and determine whether it is safe to
restart the machine. After that, the rest of the plant will
move too far from its normal operating conditions and the
process will be saturated. A compressor shutdown has a
domino effect on the rest of the plant that can necessitate
product flaring and even a full plant shutdown.
Special needs of cracked gas
compressors
A double-flow configuration is more suitable for the first stage
process of a cracked-gas compressor because of two
requirements: (1) the large volume and (2) the need to reduce
the head pressure at each stage due to fouling caused by
residue build-up on the compressor blades. A double-flow
compressor basically arranges two smaller compressors back to
back with a common discharge. This configuration enables a
much higher volume flow within a smaller and less-expensive
compressor.
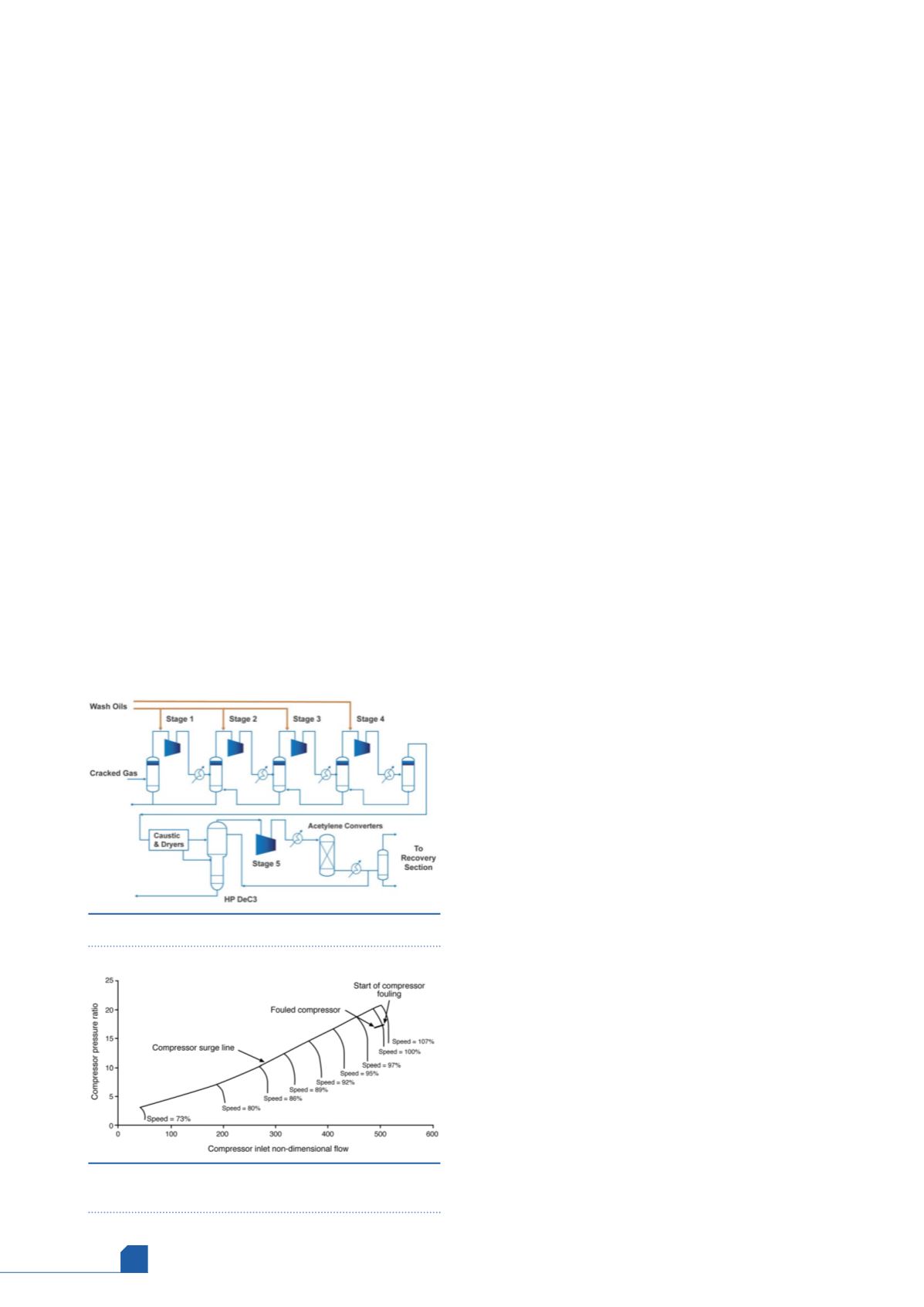
Blade fouling
The cracked gas contains trace amounts of compounds that
can polymerise within the gas stream and stick to the flow
path in the compressor. This fouling degrades the performance
of the compressor and often the actual surge line of the
compressor tends to shift towards the right side of the
performance curve with residue build-up (Figure 2).
The compressor control should compensate for the fouling
that occurs over time and provide a safety ‘barrier’ for
subsequent surges. The control will automatically shift the
surge control line as fouling occurs, keeping the machine
operating properly in a possible surge event.
Furthermore, the formation of fouling increases the gas
temperature. To reduce gas temperature, atomised water is
injected into the gas stream through a nozzle located in the
return channel. A quench controller built inside the compressor
control will maintain the gas temperature by modulating the
feed rate of the atomised water.
Decoupling control loops
Due to the multistage operations of CGCs, it is critical to
decouple interactions between stages. The flow at each stage
is affected by the previous stage and subsequent stages of the
operation. Therefore, an efficient compressor control must be
able to manage the interaction between each stage’s control
loops to decouple their responses. Decoupling the control
loops ensures that one stage’s control loop adjusts its response
in advance based on the movement of the other compressor
stages’ control loops – thereby minimising or eliminating the
interaction between the control loops.
Avoiding surge events
Spurious trips can be problematic, but a compressor surge
must be avoided at all costs. A surge happens when pressure
on the output of the compressor gets too high and it pushes
gas back through the compressor. To prevent this backward
flow, the re-circulation (or anti-surge) valve must be opened to
reduce the pressure on the output of the compressor.
Operators rely upon the reaction time of the
compressor’s anti-surge valve, which utilises a dedicated
control system to both optimise process operations and
react quickly and accurately to prevent compressor surge. In
the case of an emergency, the anti-surge valve may have to
travel up to 20 in. within 0.75 sec. Unless it is very tightly
controlled, such a large stroke in a short time could cause the
valve to overshoot. Precise process control is critical. A
controller, such as Woodward’s MicroNet, anticipates the
surge so plant operators can start taking evasive action
before it occurs. Controlling the anti-surge valve is only part
of the juggling act that the controller performs during
compressor operation.
Refrigeration compressors
Refrigeration compressors are multi-sectional or stage
machines with side loads or extractions depending on the
process design. Propylene refrigeration compressors are
commonly 4-stage or 3-stage. Impacting the overall efficiency
Figure 1.
Typical CGC configuration.
Figure 2.
Illustration of fouled compressor
degradation.