





 42 / 100
42 / 100

August
2019
HYDROCARBON
ENGINEERING
40
a significantly higher feed rate. Though Koch-Glitsch did not
supply the original equipment, given the history of poor tray
performance in the C3 splitter, an extensive review of the tray
technology to be used in the revamp was made by the plant
engineering staff together with an independent third-party
consultant. The review included a demonstration in
Koch-Glitsch’s 5.5 ft (1.67 m) hydrocarbon pilot plant
distillation tower, which closely reproduced the hydraulic
design conditions for the revamp. Following this review, a
6-pass SUPERFRAC XT tray design was selected. Several of the
features discussed above were included in this design. This
included extensive use of OMNI-FIT technology that allowed
the flow path length and downcomer widths to be changed
without welding to the tower shell. More than 150 existing
4-pass trays were removed and replaced by 6-pass
SUPERFRAC XT trays (Figure 2) plus two dedicated distributor
trays and new feed pipes at the reflux and feed entry points.
The installation work was completed safely and on time. It
only took 38 working days from the initial tower entry to the
completion of the new tray installation. Such a compact
schedule was only possible through a close one-source
solution working relationship between the Koch-Glitsch
equipment design team and the Koch Specialty Plant Services
installation project team. The installation team made several
key inputs during the detailed design phase that helped to
shape the final equipment scope, ensuring it would allow rapid
and safe installation while working on multiple levels in the
tower. During the installation work in the field, the design team
was constantly available to assist with timely resolution of any
issues that arose.
Following the revamp with SUPERFRAC XT trays, the overall
tray efficiency increased from approximately 78% to 94%. The
tower is now meeting the product purity goal at the higher
feed rate. Propylene in the bottom product recycle is less than
50% of the design slippage, allowing the energy consumption
(including heat pump compressor duty) to be optimised by
reducing the reflux ratio. The new trays also have a lower
pressure drop, which further reduces the energy consumption
in the heat pump compressor.
Case study 2 – revamp of a C3 splitter
Due to an increase in the global demand for polymer grade
propylene, the operating company embarked on a programme
to increase its propylene production capacity.
2
It wanted the
maximum possible capacity while maintaining recovery and
purity specifications. The tower was equipped with 4-pass
valve trays. Koch-Glitsch analysed the plant data and
concluded that the trays were limited by jet flood and
downcomer flood limitations. In an un-flooded state, these
4-pass valve trays were giving efficiency values of
approximately 98%.
The operating company evaluated several alternatives
before deciding on revamping the tower with 6-pass
SUPERFRAC trays. The challenge was to get the same or better
tray efficiency with trays that had flow path lengths that were
approximately 33% shorter. To address this, the following
features were used on these trays:
Downcomer shapes and sizes that would maximise the
downcomer capacity.
Valves and valve arrangements that would maximise the
entrainment flood capacity and efficiency.
Features to regulate the froth flow pattern and froth
heights to maximise the tray efficiency. Changes in the
number of downcomers and the downcomer sizes could
be accommodated using the OMNI-FIT technology.
After an initial upset caused by a faulty sump level
transmitter, the tower was started up successfully. Upon
ramping up rates it was found that there was not enough
condenser capacity and feed to push the tower to the
capacity limit of the trays. At a capacity increase of 24%, these
limitations prevented a further rate increase. The propylene
purity and recovery was maintained at these increased rates.
Over the whole operating range of the tests, the overall tray
efficiency of the SUPERFRAC trays was 100%.
Case study 3 – revamp of a C2 splitter
This tower was producing only 76% of the desired ethylene
production rate.
3
When the tower was pushed higher, the
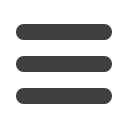
Figure 1.
This 28 ft (8.5 m) dia. x 330 ft (100 m)
tall propane/propylene splitter was retrofitted with
SUPERFRAC
®
XT trays.
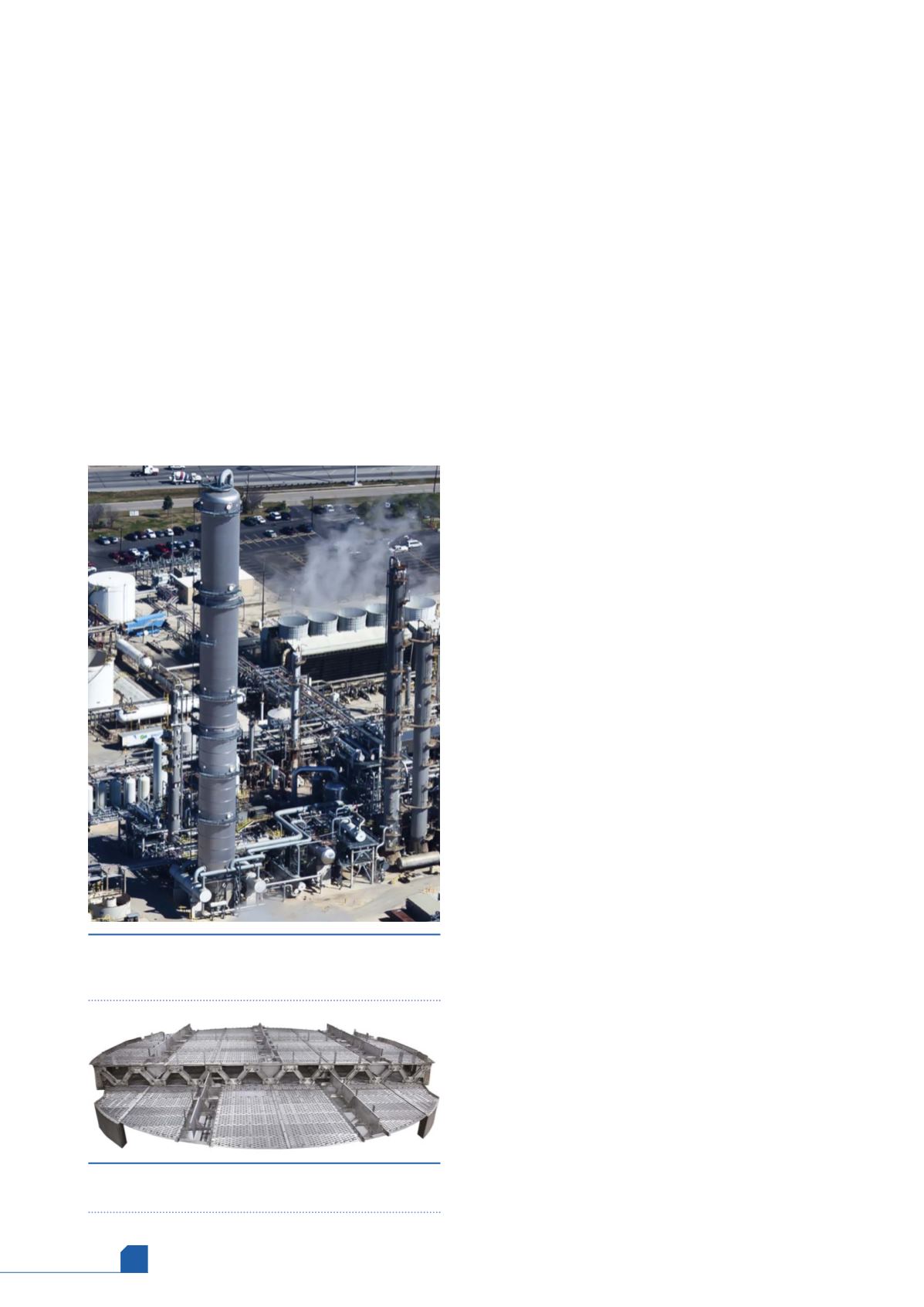
Figure 2.
6-pass SUPERFRAC XT trays with
PINNED-TRUSS beams.