





 38 / 100
38 / 100

August
2019
HYDROCARBON
ENGINEERING
36
interaction of vapour and liquid for mass transfer. This can
be achieved by creating a system that reduces the
generation of localised high vapour velocities, as well as
reducing the froth height, which increases the vapour
handling capacity of the tray.
A successful valve design
An example of a proven design is Sulzer’s UFM floating
valve, which has been successfully installed in over
470 columns for various applications (Figure 1). This features
a distinctive dome-like or umbrella shape that reduces the
vapour velocity above the valve by approximately 40%,
compared to conventional designs. As a result, good mixing
on the tray deck and minimal entrainment are ensured. In
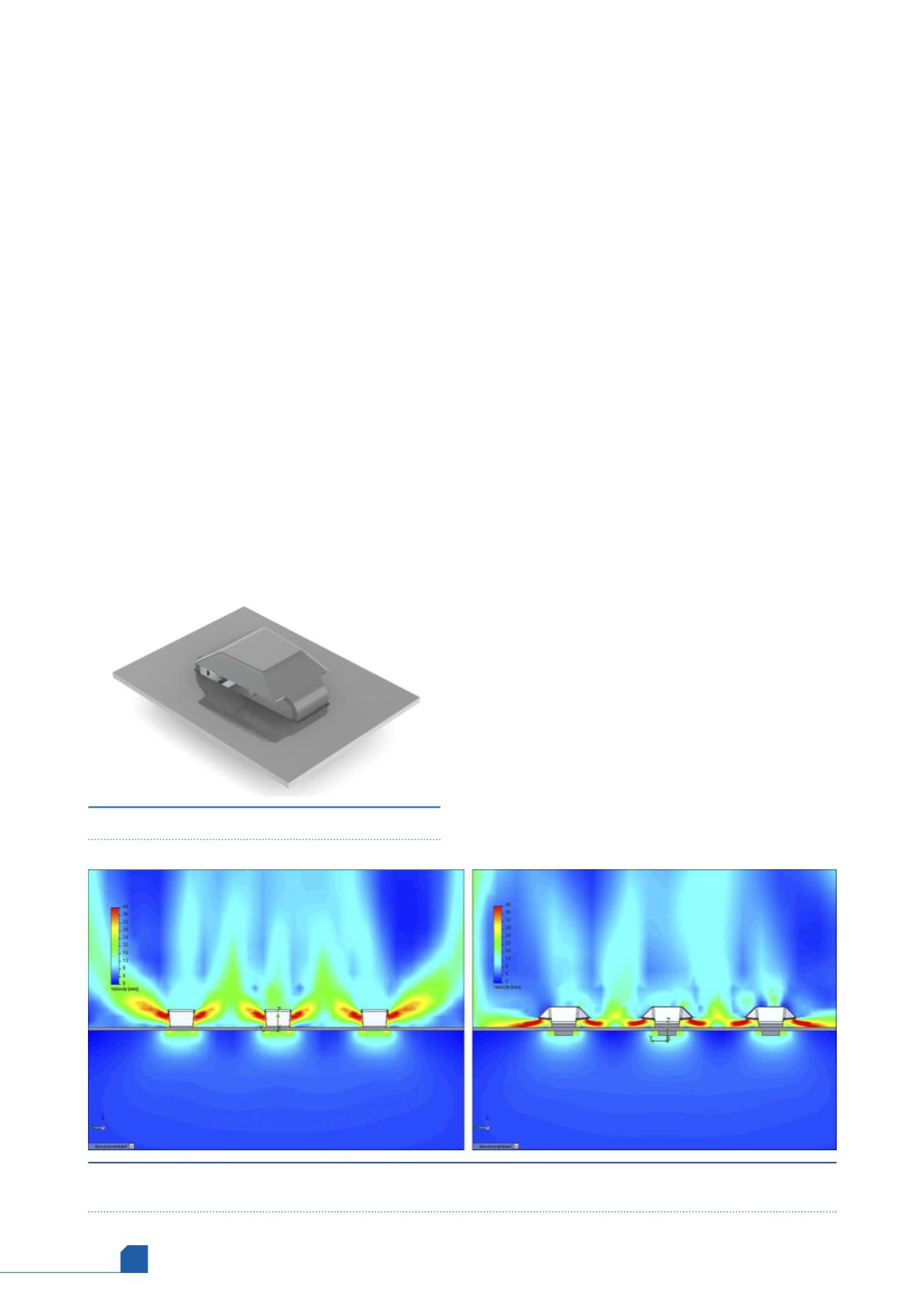
addition to addressing entrainment, UFM valves can offer
capacity increases of 15 – 20% over conventional float
valves, while maintaining high efficiencies throughout a
wide range of operating conditions (Figure 2).
Maximising column capacity
In addition to carefully considering the optimal design of
valves, tray technology manufacturers should also
investigate how other components can play a role, including
downcomers, which can be optimised for larger column
throughput. In particular, in high capacity columns, the
bubbling area for vapour-liquid contact should be
maximised for optimal mass transfer. While doing so, it is
important to ensure sufficient top area and volume for the
downcomers for froth disengagement.
An effective approach is combining high capacity decks
with carefully designed downcomers, which enhance both
the vapour and liquid handling capacity. In addition, it is
possible to convert the unperforated deck close to the
column support rings into a useful bubbling area. To further
boost the capacity, the periphery of these trays can be
equipped with directional and movable valves (Figure 3).
These tilt at an angle when opened, sending the right
amount of vapour flow to the intended direction, boosting
the capability of trays to handle higher vapour loads and
increasing the overall column capacity.
Based on these principles, Sulzer developed UFMPlus
TM
high performance trays, equipped with UFM valves and
push valves (UFM PV) on the decks, and enhanced
downcomers (Figure 4). This solution can be applied on
services such as superfractionators, light hydrocarbon
fractionators and splitters in chemical and petrochemical
applications, where float valves are typically used.
Dealing with column fouling
Special considerations should be taken when the feed
contains fine particles or the process stream may
polymerise to form sediments on the trays over time. This
can occur in fouling services, such as stripping sections of
crude and vacuum distillation units, coker fractionators,
polyvinyl chloride slurry strippers and beer distillation
columns. In these situations, offering fouling resistance to
extend the equipment service life is extremely important.
In these cases, movable valves are unsuitable, as they
tend to get stuck with particles during operation, leading to
increased pressure drop, vapour maldistribution and
premature flooding. Traditionally, large fixed valves are
usually used for these fouling services, however, they may
suffer from some losses in capacity and efficiency as
compared to smaller valves.
To provide an ideal solution for such operations, it is
necessary to develop valves that can meet high hydraulic
Figure 2.
CFD study of vapour flow from conventional valves (left) and CFD study of vapour flow from UFM valves
(right).
Figure 1.
UFM high-capacity floating valve.