





 58 / 100
58 / 100

August
2019
HYDROCARBON
ENGINEERING
56
Even minute amounts of liquids contamination or
condensable hydrocarbons in the liquefaction stage can
cause fouling or freezing in the MCHE, leading to reduced
heat transfer and, eventually, plant shutdown. The potential
for hydrocarbon condensation must be considered
carefully, and removal of any solids and free or aerosolised
liquids in the gas must be done with very high efficiencies.
LNG contaminants
Contaminants are most usefully classified according to their
source, as the source is the best location to implement a
solution for removal or mitigation. The most common
sources of contamination in liquefaction units are the feed
gas, process solvents, process materials and chemical
additives, and process-generated contaminants.
Feed gas contamination levels are generally lower in
LNG feed gas compared to conventional natural gas plant
feed gas because of the pipeline gas quality used, but it can
still significantly affect the LNG process. Contracts for feed
gas supply to LNG facilities often have stricter requirements
for gas quality and composition, but not all contaminants
have specifications or are even considered. In some
respects, the feed gas to LNG facilities can be just as
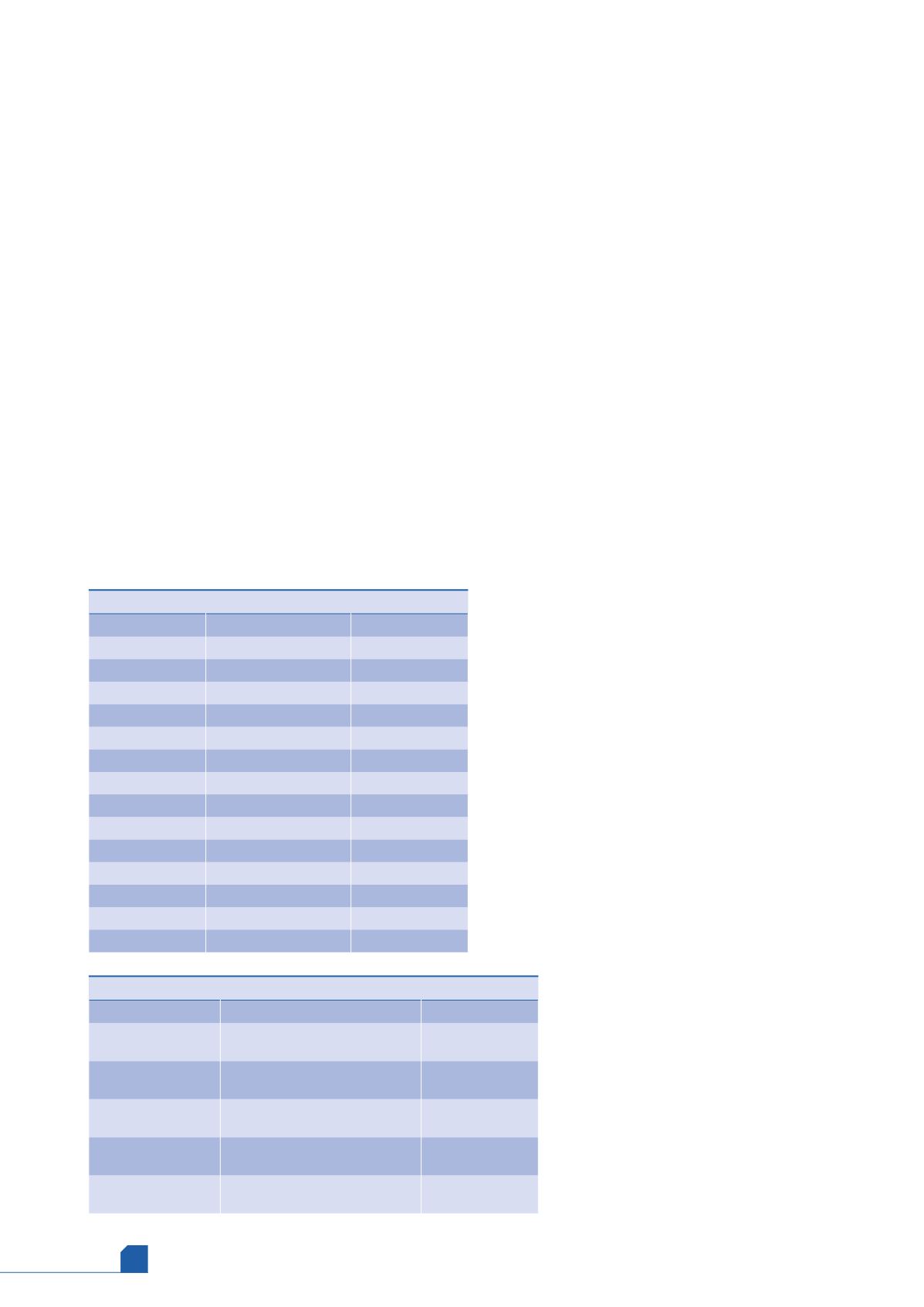
contaminated as unprocessed natural gas. Table 2
demonstrates some of the most commonly observed
contaminants in gas feeds to LNG facilities. Some of the
contaminants in the table, such as acid gases and mercury,
are accounted for with process technologies at each plant.
Other contaminants such as surfactants and chemical
additives have no dedicated solution that is effective for
their removal or mitigation, so special precautions must be
taken to prevent their ingression or mitigate any
detrimental effects.
Any carryover of process solvents into the liquefaction
unit will cause problems including fouling, corrosion,
reduced heat transfer, and missed product specifications. In
addition to the solvent itself, build-up of contaminants
from other sources within the process may also be present.
It should be noted that water is perhaps the most
important solvent used for LNG processing and also the
most susceptible to contamination. The most common
problem with water is the presence of metals, foam,
suspended solids, and emulsified hydrocarbons.
Materials used within the LNG process must be fully
compatible with the process streams they contact.
Incompatible materials can be considered contaminants
because they are undesired components introduced to the
system that cause a detrimental effect. The detrimental
effect may be a release of some material into a process
stream, or a reaction or degradation of the material leading
to new contaminants or reduced performance of the
related system. Molecular sieve dust, for example, may carry
over from the bed past the dust filter to the downstream
liquefaction stage and foul the MCHE. Filters and
adsorbents that were not properly cleaned, use
incompatible materials, or do not have the proper
efficiency, may not remove contaminants effectively and
may also release residues that cause downstream problems.
Contaminants that are process-generated are
components that were created as a result of reactions that
occurred within the unit itself. Corrosion products are one
of the most commonly referenced process-generated
contaminants. Eliminating the source of corrosion is the
best method of prevention and requires knowledge of
low-risk process conditions and corrosive contaminants.
Contaminated recycle streams feeding back to certain units
at an LNG facility may also be considered
process-generated and can cause unexpected issues when
not considered. Gas used to regenerate molecular sieve
beds is frequently recycled to the front end of the beds
and can contain elevated concentrations of sulfur species
and a number of other contaminants desorbed
from the molecular sieve beds. Products of
unwanted and often unnoticed reactions that
occur in the process are also a significant
concern in many plants, such as hydrogen
sulfide (H
2
S) formation from mercaptans when
regenerating molecular sieve beds.
Liquefaction unit
contamination control
The liquefaction process itself usually has
little to no means of contaminant removal, as
LNG plants are designed to remove all
contamination upstream. HRUs remove
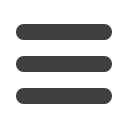
Table 1.
Sales specifications for natural gas and LNG
Parameter
Sales gas specification LNG specification
Methane
>75 mol%
>96 mol%
Ethane
<10 mol%
<4 mol%
Propane
<5 mol%
<2 mol%
Butanes
<2 mol%
-
Pentanes+
<0.5 mol%
<0.01 mol%
Hexanes+
-
<10 ppmv
Benzene
-
<1 ppmv
Carbon dioxide
<2 – 3 mol%
<50 ppmv
Hydrogen sulfide <4 ppmv
<1-4 ppmv
Total sulfur
<40 – 80 ppmv
<20 ppmv
Water vapour
4 – 7 lb/million ft
3
<0.1 – 1.0 ppmv
Nitrogen and inerts <3 mol%
<1 mol%
Mercury
-
<0.01 mg/Nm
3
Oxygen
<1 mol%
0%
Table 2.
Common contaminants in LNG feed gas streams
Solids
Liquids
Gases
Corrosion products
Compressor lubrication oil
Acid gases
Calcium/magnesium
scale
Hydrocarbon condensate
Condensable
hydrocarbons
Natural gas formation
solids
Water and dissolved salt/metals
Mercury
Waxes, paraffins, and
asphaltenes
Chemical additives and byproducts Oxygen
Chemical additives
and byproducts
Organic acids and surfactants
Surfactants and
alcohols