





 60 / 100
60 / 100

August
2019
HYDROCARBON
ENGINEERING
58
heavier hydrocarbon fractions, molecular sieve beds and
other systems remove water content from the gas, amine
units remove acid gases, and mercury beds remove mercury.
Trace contaminants are removed throughout the
pre-treatment process via separators, filters, and coalescers.
Other pre-treatment systems may also be in place but are
always upstream of the liquefaction process.
Due to the low temperatures involved, the process has
virtually no tolerance for contamination. When
contamination is present, fouling and plugging will quickly
follow, leading to decreased efficiencies and possible
damage to equipment if contamination proceeds
unattended. The only methods to manage contamination in
a liquefaction unit are to prevent it, modify operational
conditions, or shut down the plant and remove the
contamination before it is allowed to damage the
equipment. Modifying operational conditions usually
involves reducing throughput and results in lost revenue.
Increasing temperatures to melt contaminants has been
used, but in several cases this protocol can result in damages
to the heat exchanger.
A plant shutdown allows the plant to remove
contamination and clean process equipment, but a
detailed investigation of the root-cause of the
contaminant presence and its associated problems is just
as important. Sampling and analysis of contaminants and
evaluation of the surrounding process can reveal
contamination sources and allows for upstream solutions
to prevent future upsets.
Proactive contamination sampling in the liquefaction
unit is valuable for identifying and resolving contamination
ingression before reduced throughput or shutdown
becomes necessary. Testing at the liquefaction unit requires
a sophisticated approach and the proper equipment, and
the characteristics and levels of contaminants must be
known with some degree of accuracy to implement the
correct solutions. The case study presented demonstrates
how proactive contamination testing prevented a plant
shutdown and revealed a solution to avert further
problems.
Case study
A North American LNG plant was experiencing difficulties
with fouling in the MCHE. It was suspected that small
amounts of contamination in the gas stream deposited in
the exchanger and began acting as a seed point for further
fouling and/or freezing of other contaminants. It was
further suspected that contaminants could be leaching
from the molecular sieve beds, where build-up and
potentially the formation of contaminants was theorised
to have been occurring.
To identify contamination in the feed gas and its source,
three locations were chosen for testing, one immediately
upstream of the MCHE and two further upstream. The
objectives of testing were to isolate and quantify any
contaminants present, determine their potential relation to
fouling issues at the MCHE, and identify solutions to
mitigate the problem.
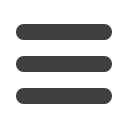
To properly assess contamination levels in a gas stream,
effective removal and quantification of all liquids in the
stream is necessary. This was accomplished by using Amine
Optimization’s GASCO sampling unit (Figure 1). The unit uses
a high-pressure housing equipped with a high efficiency gas
coalescing element designed for a virtually complete
separation of liquid contaminants and aerosols in the gas
stream.
Accumulation of liquids was observed only once, at the
MCHE inlet testing location. No liquids were isolated at the
upstream testing locations (at the amine contactors and the
mole sieve dust filter). Visible accumulation of
approximately 70 ml of clear liquids with no observed haze
or solids was transferred from the GASCO unit bottom
sight glass into a pressurised gas sampling cylinder used for
further analysis. The sample collected contained both liquid
and gas phases from the unit.
It is important to mention that a
leak at the unit the previous night
forced the plant to shut down from
normal operations and recirculate gas
until the plant was at steady state and
all temperatures were back to normal
operations. The absence of liquids in
the unit prior to the shutdown
suggested that the ingression of liquid
contamination with the feed gas was
minimal or, at worst, rare and
intermittent. The presence of liquids
at the MCHE inlet only after the plant
shutdown suggested that the
ingression of liquid contamination
was likely caused by the change in
operation that occurred.
The liquid contamination sample
and the gas phase of the cylinder
were analysed to determine its origin
and characteristics (Tables 3 and 4).
The sample was found to contain a
Figure 1.
GASCO sampling unit as assembled for feed gas contamination
testing and sampling.