





 52 / 76
52 / 76

July
2020
HYDROCARBON
ENGINEERING
50
additional auxiliary cooling circuit became necessary all year
round instead of just eight months as in the years before.
The continuous operation of the auxiliary cooling circuit
caused an extra reverse osmosis (RO) water consumption of
25 000 m³, meaning 33 000 m³ additional water intake to the
RO system, resulting in an additional estimated cost of
€
35 000.
Beside these costs, during the regular maintenance and
cleaning operations it became increasingly difficult for the
operators to completely clean the fillings, as these were usually
completely covered with fouling deposits.
The water treatment originally in place consisted of a
programme including a corrosion inhibitor and a biodispersant.
Sodium hypochlorite at a level of 0.5 ppm residual free chlorine
was dosed in a continuous mode. In addition, two organic
biocides were applied alternatingly as shock dosages once per
week.
To recover the cleanliness of the tower fillings, FReE
technology was recommended and the following targets were
agreed with the customer:
Clean the cooling tower fillings online and reduce the
fouling significantly.
Improve the effectiveness of the biocides while keeping
the system as clean as possible.
Reduce the operating time of the auxiliary cooling system,
resulting in water and energy savings.
Decrease operators workload for necessary cleaning of
cooling tower filling.
Save money by less filling replacement (less sludge, more
durability).
Start of the cleaning
Due to the massive contamination of the system, the dosage
selected for the cleaning period was relatively high, with
25 ppm proportional to feed water in each of the systems.
First, the online cleaning for the primary circuit was started.
An increase of the turbidity of the cooling water was observed
and Kurita’s biofouling online monitor Hydrobio®Advance
consequently reported fouling-cleaning cycles. As more and
more fouling in the systemwas being dissolved, it became
necessary to install a bypass filtering system (20
μ
m pore size) to
reduce the turbidity in order to fulfil the local Legionella
regulation which requires the NTU (nephelometric turbidity
units) to be below 15.
In the auxiliary system, the situation was more complicated
and unforeseeable. The filling of the cooling system had not
been cleaned for years as it is not possible to remove them
from the cooling tower. So the only possibility of cleaning
instead of a complete replacement was FReE technology.
The appearance of foam several hours after the beginning
of the treatment indicated that the systemwas undergoing a
robust online cleaning process. This again resulted in a
significant increase in the values for suspended solids and
turbidity. Therefore, it became necessary to install a bypass filter
in the auxiliary system.
The treatment was followed up by Kurita’s local engineer’s
fine-tuning and control of the dosing rates. As leading key
performance indicator (KPI) parameters, the FReE concentration
and turbidity were closely monitored. It was found that the
turbidity depends on the amount of fouling and product
saturation in the water.
Due to the interaction of the biocides with the dispersed
biomatter and the suspended solids, it became necessary to
increase the required quantity of biocide (sodium hypochlorite)
to remain within the legal limit values during the online
cleaning.
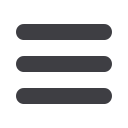
Before the next scheduled shutdown and after five months
of FReE treatment, the operators started to check the filling to
assess if it needed cleaning or replacement. They found that
due to the online cleaning, the filling of the main cooling tower
was in excellent condition and replacement was not necessary.
The maintenance operators spent less hours than usual to
check and clean the filling, and the fouling had decreased
noticeably.
Conclusion
This article presented an effective online cleaning tool for
cooling systems, especially for biofouling or organic matter. The
technology slowly dissolves deposits and removes them from
the systemwith the normal blow-down. No system shutdown is
required.
The technology can clean otherwise unreachable places
and is an excellent solution for biofilm removal. It can increase
production efficiency due to reduced shutdown times for
cleaning. Furthermore, it can save water and energy use due to
an efficient cooling tower operation, and it reduces the working
load of operators and increases the lifetime of CT filling, while
reducing the need for replacement.
Table 1.
System data
System data
Main system Auxiliary system
System volume
500 m
3
40 m
3
Recirculating rate 1800 m
3
/hr
750 m
3
/hr
Delta temperature 8˚C
7˚C
Return temperature 40˚C
29˚C
CoC
7
8
Water consumption 175 000 m
3
/yr
57 000 m
3
/yr
Construction
materials
Alloy, stainless
steel, fibre, concrete
Alloy, stainless steel,
copper, fibre, concrete
Figure 4.
One clean cooling tower filling after a 5 month
FReE treatment.